Технологии литья полимерных изделий
Содержание
- Литье под давлением: принципы процесса, технологические параметры и оборудование
- Экструзия полимеров: непрерывное формование профилей, пленок и труб
- Выдувное формование: технологии производства полых изделий
- Ротационное литье: технология формования крупногабаритных полых изделий
- Сравнительный анализ методов формования полимеров: выбор технологии под задачи производства
- Заключение: системный подход к выбору технологии формования
Переработка полимеров в изделия осуществляется методами формования, основанными на переводе вещества в вязкотекучее состояние и придании расплаву или порошку конфигурации формообразующей полости с последующей фиксацией формы при охлаждении или отверждении. Выбор конкретного технологического процесса диктуется природой полимера, геометрией изделия, требуемой точностью, масштабом производства и экономическими показателями. Существует четыре доминирующих промышленных метода: литье под давлением, экструзия, выдувное формование и ротационное литье. Каждый из них базируется на уникальных реологических и теплофизических закономерностях поведения полимеров.
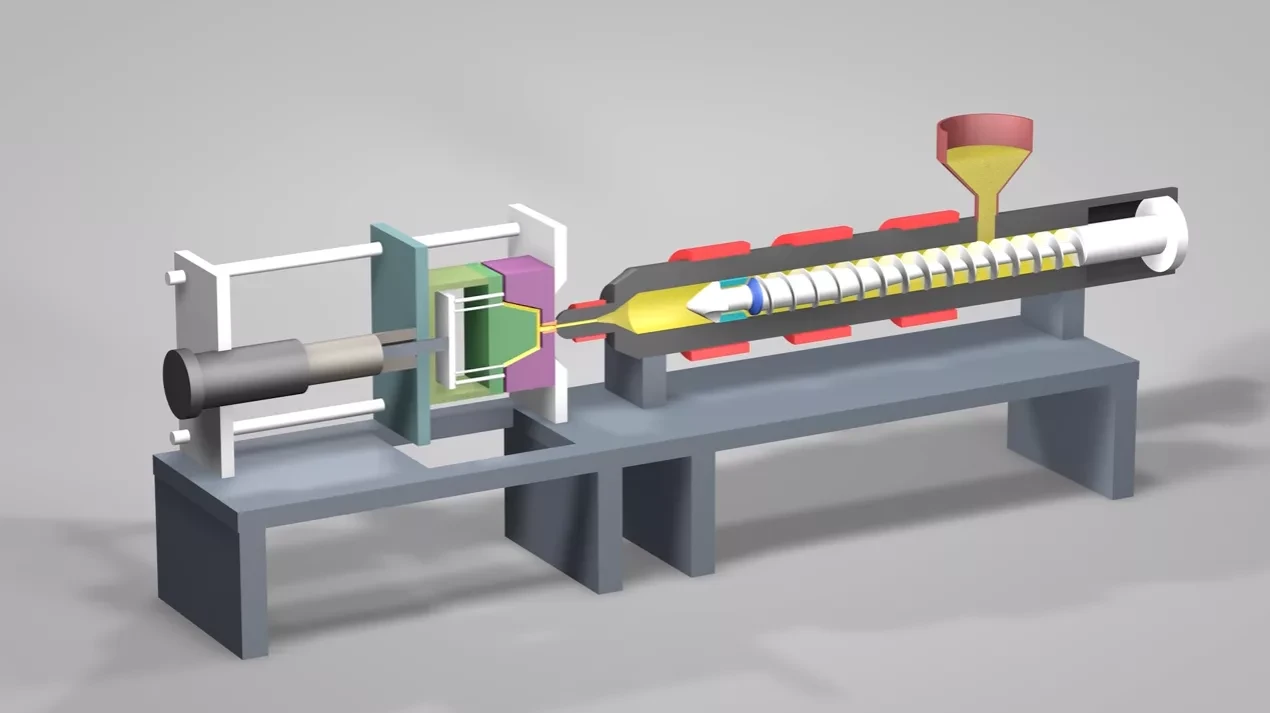
Литье под давлением: принципы процесса, технологические параметры и оборудование
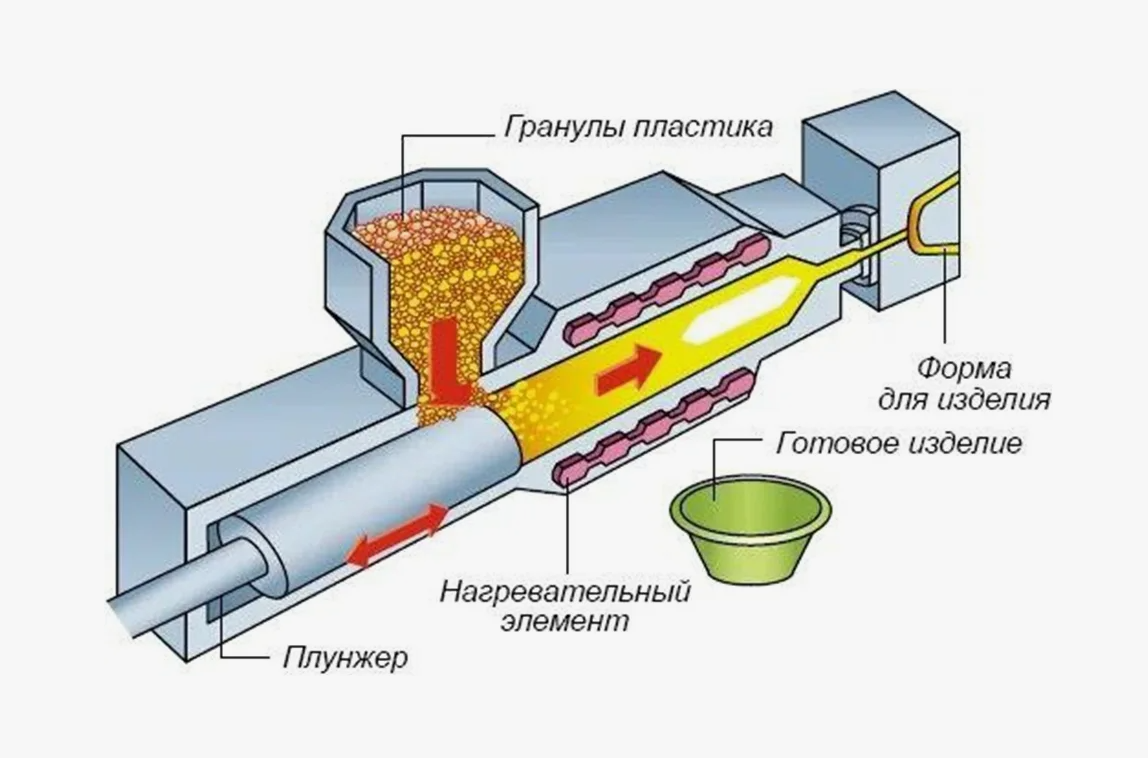
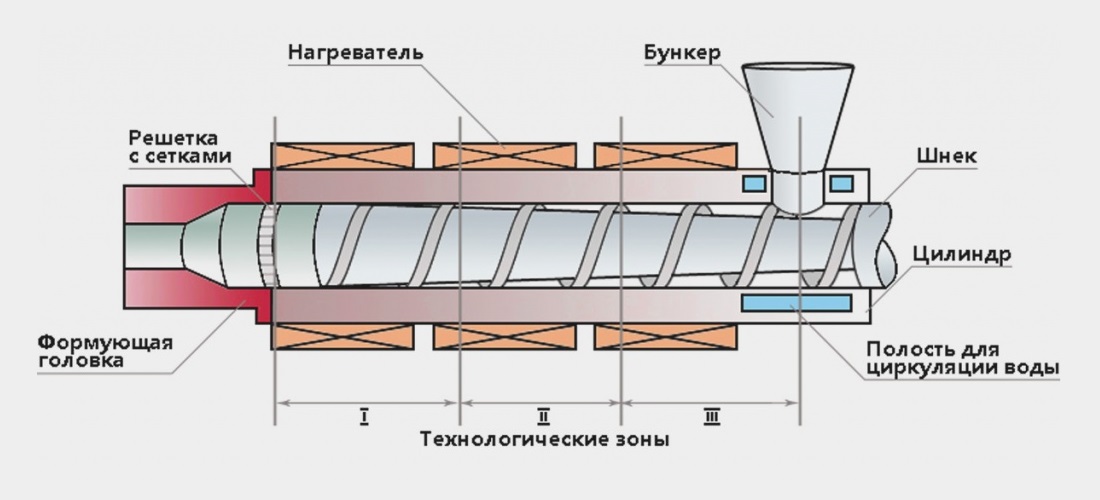
Литье под давлением представляет собой циклический процесс, в ходе которого гранулированный или порошкообразный полимерный материал подвергается пластикации в подогреваемом ТЭНами цилиндре, после чего расплав под высоким давлением инжектируется в замкнутую полость пресс-формы. Ключевыми стадиями цикла являются: загрузка и подготовка сырья, пластификация, впрыск, выдержка под давлением, охлаждение, раскрытие формы и извлечение изделия.
Для материалов с повышенной гигроскопичностью (полиамиды, поликарбонат, ПЭТ) обязательна предварительная сушка до содержания влаги не более 0,02% для предотвращения гидролитической деструкции и дефектов поверхности (раковин, усадки, непрокраса, серебристой поверхности). Сушилка может быть встроена в линию литья или находиться в непосредственной близости от цеха ЛПД.
Пластификация — процесс перевода полимера в вязкотекучее состояние — осуществляется, преимущественно, червячными шнеками, обеспечивающими высокую степень гомогенизации расплава за счет сдвиговых деформаций и теплопередачи от нагревательных зон (внешние нагреватели). Важен контроль температуры по зонам цилиндра и на каждом этапе литья. Превышение температурного режима может вызвать разрушение материала.
Температурные режимы переработки основных термопластов
Температура расплава определяется термической стабильностью полимера и реологическими характеристиками расплава. Для аморфных полимеров (ПС, ПММА, АБС) переход в вязкотекучее состояние происходит в широком интервале температур, что обеспечивает технологический запас при настройке процесса. Кристаллические полимеры (ПЭ, ПП, ПА) характеризуются узким интервалом плавления и требуют более точного поддержания температуры.
Таблица 1. Температурные параметры литья под давлением для основных термопластов
| Полимер | Температура цилиндра, °С | Температура формы, °С | Давление впрыска, МПа | Усадка, % |
| ПЭНП | 160–220 | 20–50 | 70–120 | 1,5–3,0 |
| ПЭВП | 180–280 | 30–60 | 80–140 | 1,2–2,5 |
| ПП | 200–280 | 30–60 | 80–140 | 1,0–2,5 |
| ПС | 170–250 | 20–70 | 70–120 | 0,4–0,7 |
| АБС | 180–280 | 40–80 | 80–130 | 0,4–0,7 |
| ПММА | 185–230 | 40–80 | 80–120 | 0,2–0,8 |
| ПВХ жесткий | 160–190 | 20–50 | 80–130 | 0,2–0,6 |
| ПА6 | 220–260 | 60–90 | 80–120 | 0,8–1,5 |
| ПА66 | 260–290 | 70–120 | 100–150 | 1,0–2,0 |
| ПК | 280–320 | 80–120 | 100–150 | 0,5–0,7 |
| ПЭТФ | 260–290 | 80–130 | 100–140 | 0,2–0,4 |
Примечание: значения приведены для стандартных марок полимеров; для наполненных, армированных или модифицированных композиций параметры корректируются в соответствии с рекомендациями производителя сырья.
Давление и время впрыска
Давление впрыска варьируется в диапазоне 70–200 МПа в зависимости от вязкости расплава, сложности геометрии изделия и толщины стенок.
Для тонкостенных изделий (менее 1 мм) применяются повышенные давления (до 200 МПа) и высокие скорости заполнения формы для предотвращения преждевременного затвердевания расплава. Время впрыска рассчитывается исходя из объема полости формы, сечения литниковой системы и реологических свойств материала; для стандартных изделий оно составляет 2–10 секунд. Для сверхтонкостенных и микроизделий время впрыска может уменьшиться до долей секунды.
Время охлаждения, определяющее продолжительность цикла, рассчитывается с учетом максимальной толщины стенки изделия, коэффициента теплопроводности полимера и разности температур расплава и формы. Ориентировочное время охлаждения для изделий со стенкой 2–4 мм составляет 15–40 секунд в зависимости от материала: ПС охлаждается быстрее (15–25 с), ПА и ПК требуют более длительной выдержки (30–50 с) из-за высокой температуры стеклования и кристалличности.
Оборудование для литья под давлением: классификация и технические характеристики

Термопластавтоматы (ТПА) классифицируются по усилию смыкания формы (от 10 до 6000 тс), объему впрыска (от 10 до 10000 см³) и типу привода (гидравлический, электрический, гибридный). Современные электрические ТПА обеспечивают точность позиционирования шнека до ±0,01 мм и повторяемость параметров цикла на уровне ±0,5%, что критично для производства высокоточных изделий.
Для переработки термочувствительных материалов (ПВХ, ПММА) применяются машины с зональным контролем температуры цилиндра и возможностью быстрого изменения профиля нагрева.
Системы управления ТПА включают модули адаптивного контроля, автоматически корректирующие параметры впрыска и выдержки под давлением в реальном времени на основе данных датчиков давления в форме и температуры расплава. Это позволяет максимизировать точность корректировки режимов литья в реальном времени, свести к минимуму вероятность ошибочных действий оператора.
Специальные методы литья под давлением
Инжекционно-газовое литье (ИГЛ), как подвид ЛПД, позволяет формировать изделия с полостями за счет впрыска инертного газа (азот, CO₂) под давлением до 80 МПа после частичного заполнения формы расплавом. Технология снижает расход материала на 20–40%, уменьшает усадку и внутренние напряжения, сокращает цикл на 25–35%.
Многослойное (соинжекционное) литье использует два или более инжекционных узла для формирования изделий с комбинированной структурой: внешний слой из декоративного или износостойкого материала, внутренний — из экономичного или функционального полимера. Сэндвич-литье реализуется через сопло с переключающим клапаном, обеспечивающим последовательную подачу расплавов различных полимеров.
Экструзия полимеров: непрерывное формование профилей, пленок и труб
Экструзия не является методом литья, но относится к основным методам формования изделий. Это непрерывный процесс продавливания расплава полимера через формующую головку (фильеру) с получением изделия постоянного поперечного сечения. Процесс включает загрузку сырья, пластификацию в цилиндре экструдера, гомогенизацию расплава, формование в головке, калибровку и охлаждение готового профиля.
Ключевым элементом экструдера является шнек, соотношение длины к диаметру (L/D) которого определяет степень пластикации и гомогенизации: для стандартных термопластов применяется L/D = 20–30, для высоковязких или наполненных композиций — до 40. Скорость вращения шнека (10–200 об/мин) регулируется в зависимости от производительности и требуемого качества расплава.
Технологические параметры экструзии
Температурный профиль цилиндра экструдера устанавливается с постепенным повышением от зоны загрузки (150–180 °С на примере ПЭ) к зоне дозирования (200–240 °С на примере ПЭ) для обеспечения плавного плавления без термической деструкции. Давление расплава перед головкой составляет 10–40 МПа в зависимости от вязкости материала и сложности профиля.
Таблица 2. Параметры экструзии основных полимеров
| Полимер | Температура головки, °С | Давление в зоне впрыска, МПа | Скорость вытяжки, м/мин | Охлаждение |
| ПЭНП (пленка) | 180–220 | 15–25 | 20–100 | Воздушное кольцо |
| ПЭВП (трубы) | 200–240 | 20–35 | 2–15 | Водяная ванна |
| ПП (профили) | 210–250 | 18–30 | 3–20 | Воздушное/водяное |
| ПВХ (трубы) | 170–190 | 25–40 | 1–10 | Водяная ванна |
| ПС (листы) | 190–230 | 15–28 | 1–5 | Каландр/воздух |
Охлаждение экструдата осуществляется в калибровочных устройствах с точным контролем температуры: для кристаллических полимеров (ПЭ, ПП) применяется медленное охлаждение для управления степенью кристалличности, аморфные материалы (ПС, ПММА) допускают быстрое охлаждение без риска внутренних напряжений
Оборудование для экструзии: типы экструдеров и периферийные устройства

Сердцевина линии экструзии — одно- или двухшнековый экструдер. Одношнековые экструдеры применяются для переработки стандартных термопластов, двухшнековые — для композиций с наполнителями, регранулята или материалов с низкой термической стабильностью. Коэкструзионные линии с несколькими экструдерами позволяют производить многослойные пленки и профили с комбинированными свойствами.
Ключевое отличие от литья под давлением — отсутствие интенсивного сдвигового течения в замкнутой форме. Качество экструдата зависит от стабильности температуры, давления и реологических свойств расплава. Зоны цилиндра при экструзии имеют точный температурный профиль. Для производства трубы из полиэтилена высокой плотности (ПЭ-100) типичный профиль температур по зонам: 180-200-210-210°C (головка). Давление расплава перед головкой может достигать 300-500 бар.
Важнейший этап — калибрование и охлаждение изделия после выхода из головки. Системы калибровки и охлаждения включают вакуумные калибраторы для труб, воздушные кольца для пленок и каландры для листов, обеспечивая точность геометрии ±0,1 мм для ответственных изделий.
Линии для производства кабельной продукции, труб ПЭ и ПВХ часто включают устройства для нанесения маркировки, резки и автоматической укладки готовой продукции.
Выдувное формование: технологии производства полых изделий

Выдувное формование применяется для изготовления полых изделий (бутылки, канистры, технические емкости) и реализуется в трех основных вариантах: экструзионно-выдувное (ЭВФ), инжекционно-выдувное (ИВФ) и выдувное формование с вытяжкой (ВФВ).
Экструзионно-выдувное формование начинается с экструзии полой заготовки (паризона), которая захватывается пресс-формой и раздувается сжатым воздухом (0,5–1,5 МПа) до контакта со стенками формы. Паризон – это полая трубчатая эластичная заготовка, которой при определенных значениях температуры и давления можно придать любую форму. Метод оптимален для крупногабаритных изделий и термочувствительных материалов (ПВХ), допускает использование вторичного сырья.
Инжекционно-выдувное формование предусматривает предварительное литье преформы с последующим нагревом и раздувом в выдувной форме. Преформа – это тоже заготовка, как и паризон, но она производится методом литья в ином технологическом цикле. Для ускорения процесса формования производители зачастую закупают преформы, как полуфабрикат. Технология инжекционно-выдувного формования обеспечивает высокую точность геометрии горловины и толщины стенок, применяется для производства ПЭТ-бутылок и технической тары.
Выдувное формование с вытяжкой (ВФВ) сочетает осевое растяжение преформы механическим штоком и радиальное - раздув сжатым воздухом, что повышает механическую прочность и барьерные свойства изделия. Метод используется для производства ПЭТ-упаковки для пищевых продуктов и напитков.
Технологические параметры выдувного формования
Температура заготовки для ЭВФ устанавливается на 10–50 °С выше температуры плавления полимера: для ПЭВП 180–220 °С, для ПП 200–240 °С, для ПВХ 160–180 °С. Давление раздува варьируется от 0,3 МПа до 1,5 МПа. Время раздува составляет 1–5 секунд, охлаждение в форме 10–40 секунд в зависимости от толщины стенки и теплопроводности материала. Для обеспечения равномерного распределения материала по стенкам изделия применяется программируемое управление профилированием паризона в экструзионных головках.
Оборудование для выдувного формования

Машины ЭВФ оснащаются экструдерами с профилирующими головками, системами захвата и раздува, а также устройствами для обрезки облоя и автоматической выгрузки. Многопозиционные роторные установки обеспечивают производительность до 10000 изделий в час для мелкой тары.
Оборудование для ИВФ и ВФВ может включать литьевой узел для производства преформ, термокамеры для кондиционирования и выдувные станции с прецизионным контролем давления и температуры. Также в современные линии могут быть интегрированы системы контроля герметичности и геометрии готовых изделий.
Ротационное литье: технология формования крупногабаритных полых изделий
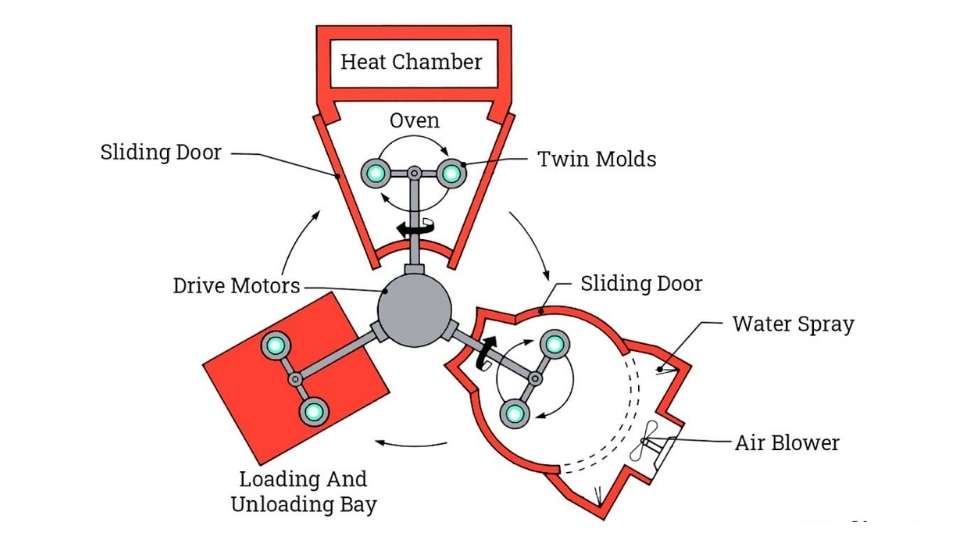
Ротационное литье (ротационное формование) - это процесс получения полых изделий путем вращения закрытой формы, заполненной полимерным порошком, в нагревательной камере с последующим охлаждением. Метод позволяет использовать недорогие формы из алюминия или тонкостенной стали.
Процесс литья включает четыре стадии: загрузка порошка в форму, нагрев и вращение формы, охлаждение, извлечение готового изделия. В форму загружают дозированное количество порошкообразного или жидкого полимера (чаще всего ПЭНД, ПВХ пластизоль, полиамиды). Форма вращается вокруг двух перпендикулярных осей с относительно низкой скоростью (обычно 4–20 об/мин) в нагретой печи. Расплав полимера под действием сил гравитации и капиллярных сил равномерно распределяется по внутренней поверхности формы. Затем форма переходит в камеру охлаждения (воздушного или водяного) при продолжении вращения. После охлаждения изделие извлекается.
Технологические параметры ротационного литья
Температура нагрева формы составляет 250–350 °С для ПЭ, 280–320 °С для ПА, 300–350 °С для ПК. Время нагрева и охлаждения определяется толщиной стенки изделия и теплопроводностью формы. Нагрев для стенки 3–6 мм продолжается 15–40 минут. Охлаждение осуществляется воздухом или водяным распылением в течение 10–30 минут до температуры извлечения 40–60 °С.
Скорость вращения формы по двум осям (основная и вспомогательная) обеспечивает равномерное распределение материала и контроль толщины стенки. Скорости вращения: основное и вспомогательное вращение задаются с соотношением, обеспечивающим равномерное покрытие (например, 4:1 или 8:3).
В отличие от литья под давлением и экструзии, ротационное формование происходит при атмосферном давлении, что обуславливает отсутствие в изделии остаточных напряжений и линий спая. Однако цикл производства очень длительный, ограниченный выбор материалов (необходима термическая стабильность в течение длительного времени нагрева). Важнейшее преимущество — возможность производства бесшовных крупногабаритных изделий (от 100 до 20000 литров).
Оборудование и материалы для ротационного литья

Ротационные машины оснащаются нагревательными камерами с системой рециркуляции воздуха, приводами вращения с независимым управлением осями и системами охлаждения. Формы изготавливаются из недорогих алюминиевых сплавов (быстрый нагрев/охлаждение) или стали (долговечность для серийного производства).
Основные материалы: полиэтилен низкого давления (ПЭНП) в порошковой форме с размером частиц 150–500 мкм, полиамиды, поликарбонат и специализированные композиции с УФ-стабилизаторами и антипиренами. Технология позволяет производить изделия массой от 0,1 до 5000 кг: емкости, каяки, дорожные ограждения, элементы ландшафтного дизайна.
Сравнительный анализ методов формования полимеров: выбор технологии под задачи производства
Выбор метода формования определяется комплексом технико-экономических параметров: геометрией изделия, требуемой точностью, серийностью, материалом и бюджетом проекта. Таблица 3 систематизирует ключевые характеристики основных технологий.
Таблица 3. Сравнительная характеристика методов формования полимеров.
| Параметр | Литье под давлением | Экструзия | Выдувное формование | Ротационное литье |
| Тип изделий | Сложные 3D-детали | Профили постоянного сечения | Полые емкости | Крупногабаритные полые изделия |
| Точность размеров | ±0,05–0,2 мм | ±0,1–0,5 мм | ±0,2–1,0 мм | ±0,5–2,0 мм |
| Толщина стенки | 0,3–10 мм | 0,1–50 мм | 0,3–10 мм | 2–50 мм |
| Серийность | 10³–10⁷ шт./год | Непрерывное производство | 10³–10⁶ шт./год | 10–10⁴ шт./год |
| Стоимость оснастки | Высокая (стальные формы) | Средняя (фильеры) | Средняя (формы) | Низкая (алюминиевые формы) |
| Расход материала | Минимальный (литники) | Низкий (непрерывный процесс) | Средний (облой) | Низкий (без литников) |
| Основные материалы | Все термопласты, реактопласты | Термопласты, композиты | ПЭ, ПП, ПВХ, ПЭТ | ПЭ, ПА, ПК (порошки) |
| Энергопотребление | Среднее/высокое | Низкое/среднее | Среднее | Низкое (нет высокого давления) |
Преимущества и ограничения каждого метода
Литье под давлением обеспечивает наивысшую точность и сложность геометрии (детали 3D, ребра жесткости, бобышки, резьба) высокую производительность для массового выпуска, но требует значительных инвестиций в оснастку и оборудование. Метод оптимален для изделий с тонкими стенками, сложной фурнитурой и высокими требованиями к повторяемости, а также для серийного производства. Литье под давлением обеспечивает наивысшую точность и повторяемость (допуски ±0,1% и менее).
Экструзия характеризуется непрерывностью процесса, низкой себестоимостью единицы продукции при больших объемах, возможностью переработки вторичного сырья. Ограничение — постоянство поперечного сечения, что исключает вариабельность производства изделий с переменной геометрией.
Выдувное формование незаменимо для полых изделий, обеспечивает хорошее соотношение прочности и массы, допускает использование термочувствительных материалов. Точность выдувного формования ±0,5–1%, так как задействован газ, а не жесткий пуансон, как при литье. Недостатки — ограниченная точность геометрии, необходимость обрезки облоя, более высокая усадка по сравнению с литьем под давлением.
Ротационное литье позволяет производить крупногабаритные изделия с минимальными внутренними напряжениями, использовать недорогую оснастку, перерабатывать порошковые композиции. При этом ротационное формование позволяет получать углы и формы, недоступные для выдувания из-за разнотолщинности. Но этот метод имеет наименьшую точность (±1–3%), так как усадка материала протекает неравномерно в толстой стенке при охлаждении без внешнего давления. Ограничения — низкая производительность, ограниченная точность размеров, длительный цикл.
Заключение: системный подход к выбору технологии формования
Выбор метода переработки полимеров требует комплексного анализа требований к изделию, характеристик материала, объемов производства и экономических ограничений. Литье под давлением остается безальтернативным для высокоточных сложных деталей массового выпуска, а также для микролитья. Экструзия обеспечивает экономически эффективное производство профилей и пленок, бесконечно длинных изделий. Выдувное формование оптимально для полых емкостей, ротационное — для крупногабаритных изделий с низкой серийностью.
Современные тенденции цифровизации, энергоэффективности и устойчивого развития трансформируют традиционные технологические цепочки, требуя от инженеров-технологов непрерывного обновления знаний и гибкости в применении инновационных решений. Развитие технологий литья полимеров движется в сторону гибридизации процессов (литье + аддитивные технологии, литье + вспенивание), повышения энергоэффективности оборудования и интеграции в концепцию циркулярной экономики. Все большее значение приобретает переработка вторичных полимеров.