Рынок ТПА. Электрика опережает гидравлику
Содержание
- Анализ современного рынка термопластавтоматов
- Физические основы процесса литья и требования к оборудованию
- Сравнительный анализ энергоэффективности и экономики владения
- Мировой рынок ТПА и региональные особенности
- Технологические тренды и инновации в конструкции ТПА
- Перспективы развития рынка до 2030 года
Индустрия переработки полимерных материалов демонстрирует устойчивую тенденцию к технологической модернизации. Ключевым оборудованием в данном сегменте остаются термопластавтоматы (ТПА). С одной стороны, гидравлические машины продолжают доминировать в сегменте крупнотоннажного литья и производства изделий с толстыми стенками. С другой — полностью электрические ТПА демонстрируют кратный рост, захватывая не только традиционные ниши точного литья (медицина, оптика, электроника), но и активно проникая в упаковку и автомобилестроение. Основным вектором развития становится повышение энергоэффективности, точности позиционирования и скорости циклических операций.
Анализ современного рынка термопластавтоматов
Согласно отчету исследовательской компании Astute Analytica (февраль 2026 года), глобальный рынок ТПА в 2025 году оценивался в 8,26 миллиарда долларов США. Прогнозируется, что к 2035 году этот показатель достигнет 14,28 миллиардов долларов, демонстрируя среднегодовой темп роста (CAGR) на уровне 5,63% в период с 2026 по 2035 год.

В настоящее время наблюдается структурная перестройка рынка. Если исторически доминирование гидравлики было неоспоримым, то сегодня рост обеспечивается больше за счет секторов электрических и гибридных машин. Гидравлика сохраняет позиции благодаря инерции массового производства и способности работать с переменной вязкостью вторсырья (PCR), однако ее доля неуклонно снижается.
Данный сдвиг обусловлен ужесточением экологических норм, ростом стоимости энергоносителей и требованиями к качеству продукции. Электрические ТПА обеспечивают лучшую повторяемость параметров процесса, позволяют контролировать скорость впрыска и давление с точностью до долей процента. Гидравлические агрегаты занимают нишу в сегменте крупногабаритных машин и специфических задач, где требуется высокое усилие смыкания при низкой скорости.
Энергоэффективность становится ключевым фактором выбора. Стоимость электроэнергии для промышленных предприятий растет. Снижение удельного расхода энергии на килограмм переработанного пластика напрямую влияет на себестоимость продукции. Электрические ТПА потребляют энергию только во время выполнения движений. Гидравлические насосы работают постоянно, создавая потери на дросселирование и нагрев рабочей жидкости.
Физические основы процесса литья и требования к оборудованию
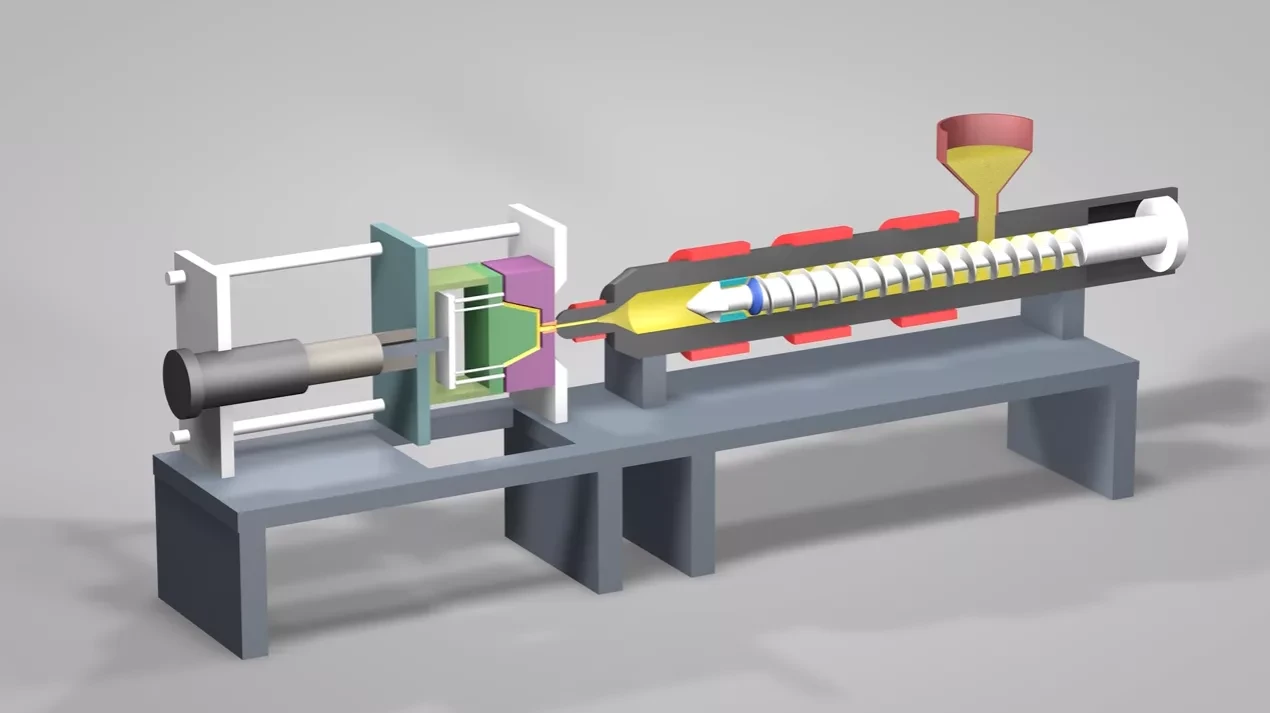
Процесс литья под давлением представляет собой сложную физико-химическую последовательность действий. Полимерный материал проходит несколько стадий изменения агрегатного состояния. На этапе пластикации гранулы нагреваются до температуры вязкотекучего состояния. Вязкость расплава зависит от температуры и скорости сдвига. Реология полимеров нелинейна. Например, для полипропилена характерно псевдопластичное поведение. При увеличении скорости сдвига вязкость снижается. Это свойство используется для облегчения заполнения формы тонкостенных изделий. Однако чрезмерный сдвиг приводит к деградации макромолекул. Термическое разрушение полимера ухудшает механические свойства изделия. Электрические ТПА обеспечивают более тонкую регулировку температуры нагрева.
Время цикла складывается из нескольких этапов. Время впрыска обычно составляет доли секунды. Время выдержки под давлением необходимо для компенсации усадки материала при охлаждении. Время охлаждения зависит от толщины стенки и температуры формы. Для стенки толщиной 2 мм время охлаждения может составлять 10-15 секунд. Для стенки 4 мм время увеличивается до 40-60 секунд. Электрические приводы позволяют сократить время холостых ходов. Ускорение и замедление плит происходит быстрее благодаря отсутствию инерции гидравлической жидкости. Разгон серводвигателя происходит за миллисекунды. Гидравлическая система требует времени для наращивания давления в магистралях.
Точность дозирования расплава влияет на вес изделия. Допуск по весу для прецизионных деталей составляет менее 0,1 %. Гидравлические системы подвержены влиянию вязкости масла. При нагреве масла вязкость падает, скорость движения штока меняется. Электрические шарико-винтовые пары (ШВП) обеспечивают прямую передачу движения. Люфт в механической передаче минимизирован предварительным натягом гаек. Повторяемость позиции шнека достигает 0,01 мм. Данный параметр критичен для многогнездных форм. Неравномерное заполнение гнезд приводит к браку. Система контроля качества должна отслеживать каждый цикл.
Особенности, преимущества и недостатки гидравлических ТПА
Гидравлический привод основан на использовании жидкости для передачи энергии. Насосная группа создает поток рабочей жидкости под давлением. Рабочая жидкость передает энергию, смазывает трущиеся пары и отводит тепло.
Гидравлические системы выделяют значительное количество тепла. Нагрев масла и компонентов требует мощной системы охлаждения цеха. Летом температура в производственном помещении может превышать комфортные значения. Кондиционирование увеличивает эксплуатационные расходы. Утечки масла создают риск загрязнения продукции и пола. Экологические требования ограничивают использование определенных типов гидравлических жидкостей. Биоразлагаемые масла стоят дороже минеральных аналогов. Утилизация отработанного масла требует лицензий и соблюдения норм.
В целом, надежность гидравлических машин проверена временем. Конструкция допускает работу в тяжелых условиях, ТПА обладают высокой перегрузочной способностью. Защита от перегрузки осуществляется предохранительными клапанами. Запыленность и вибрация менее критичны для гидравлики, чем для электрических приводов. Ремонт многих узлов и компонентов возможен силами персонала предприятия.
Электрические приводы требуют квалифицированного сервисного обслуживания. Замена серводвигателя или драйвера часто требует вмешательства производителя. Время поставки электронных компонентов может быть длительным.
Особенности, преимущества и недостатки электрических ТПА

Электрический термопластавтомат использует серводвигатели для приведения в движение всех основных узлов. Каждый узел имеет независимый привод.
Отсутствие гидравлической системы устраняет множество источников потерь энергии. КПД электрической передачи достигает 90-95 %. Гидравлическая система имеет КПД порядка 60-70 %. Разница преобразуется в тепло. Снижение тепловыделения уменьшает нагрузку на системы охлаждения цеха.
Серводвигатели переменного тока с постоянными магнитами обеспечивают высокий крутящий момент при низких оборотах. Энкодеры передают информацию о положении ротора. Контроллер получает данные о позиции, скорости и токе в реальном времени. Время отклика системы составляет менее 1 миллисекунды. Это позволяет реализовывать сложные профили впрыска. Ступенчатое изменение скорости и давления улучшает качество заполнения формы.
Смазка ШВП производится консистентными смазками или маслом. Интервалы обслуживания увеличены по сравнению с гидравликой. Отсутствие масла исключает риск загрязнения изделия. Для производства медицинских изделий и оптических линз чистота процесса критична. Электрические машины соответствуют классам чистых помещений.
Энергопотребление электрического ТПА пропорционально выполняемой работе. В паузах между циклами двигатели потребляют энергию только на поддержание температуры нагревателей. Гидравлический насос продолжает вращаться, потребляя мощность на холостом ходу. Это уменьшает нагрузку на электросеть предприятия. Не требуется установка мощных трансформаторов.
Уровень шума электрических машин значительно ниже - менее 70 дБ. Гидравлические машины часто превышают 80 дБ. Работа без средств защиты органов слуха становится возможной. Вибрация также минимизирована. Отсутствие пульсаций давления в гидросистеме стабилизирует работу датчиков. Датчики давления расплава показывают более точные значения. Стабильность процесса позволяет снизить процент брака.
Точность повторения веса изделия на электрических машинах выше. Стабильность дозы расплава обеспечивается точным позиционированием шнека. Влияние вязкости материала компенсируется контролем крутящего момента двигателя. Партии пластика могут отличаться текучестью. Электрический привод быстрее реагирует на изменения. Гидравлическая система требует ручной подстройки параметров.
Сравнительный анализ энергоэффективности и экономики владения

Расчет совокупной стоимости владения (TCO) включает цену покупки, энергопотребление, обслуживание и утилизацию. Начальная стоимость электрического ТПА выше гидравлического аналога. Разница может достигать 30-50 %. Однако эксплуатационные расходы компенсируют первоначальные вложения. Срок окупаемости зависит от загрузки оборудования и тарифов на электроэнергию. При работе в две смены окупаемость наступает через 2-3 года. При круглосуточной работе срок значительно сокращается.
Расход энергии
Удельный расход энергии для гидравлических машин стандартного класса составляет 0,8-1,2 кВт·ч/кг. Электрические машины демонстрируют показатели 0,3-0,5 кВт·ч/кг. Экономия достигает 60 %. Для предприятия с парком из 50 ТПА экономия значительна. Снижение углеродного следа становится важным фактором для экспортно-ориентированных производств. Сертификаты энергоэффективности требуются для участия в тендерах международных компаний.
Обслуживание
Обслуживание электрических ТПА проще в плане замены расходных материалов. Отсутствует необходимость покупки масла, фильтров, уплотнений для гидравлики. Смазка механических узлов требуется реже. Однако стоимость замены серводвигателя высока, наличие запасных электронных блоков критично. Гидравлические компоненты более унифицированы: насосы и клапаны разных производителей часто взаимозаменяемы. Ремонт гидравлики возможен в местных мастерских, а для электроники требуется специализированное оборудование.
Надежность
Надежность электрических приводов зависит от условий эксплуатации. Повышенная температура в цехе снижает ресурс двигателей. Перегрев обмоток ведет к межвитковому замыканию. Система охлаждения двигателей должна функционировать исправно. Пыль и токопроводящая стружка опасны для электрики. Класс защиты шкафов управления должен быть не ниже IP54. Гидравлические системы менее чувствительны к пыли, но чувствительны к температуре масла. Выбор типа привода зависит от условий конкретного производства.
В сегменте ТПА с усилием смыкания до 1000 тонн электрические приводы доминируют. Выше данного порога гидравлика сохраняет преимущества. Создание электрического привода для усилия 2000 т требует мощных и дорогих двигателей. Механическая передача таких усилий через ШВП сложна. Гидравлические цилиндры масштабируются проще. Увеличение диаметра поршня позволяет получить большее усилие. Поэтому крупногабаритные машины для литья автомобильных бамперов или паллет часто остаются гидравлическими. Гибридные схемы сочетают электрическую пластикацию и гидравлическое смыкание.
Мировой рынок ТПА и региональные особенности
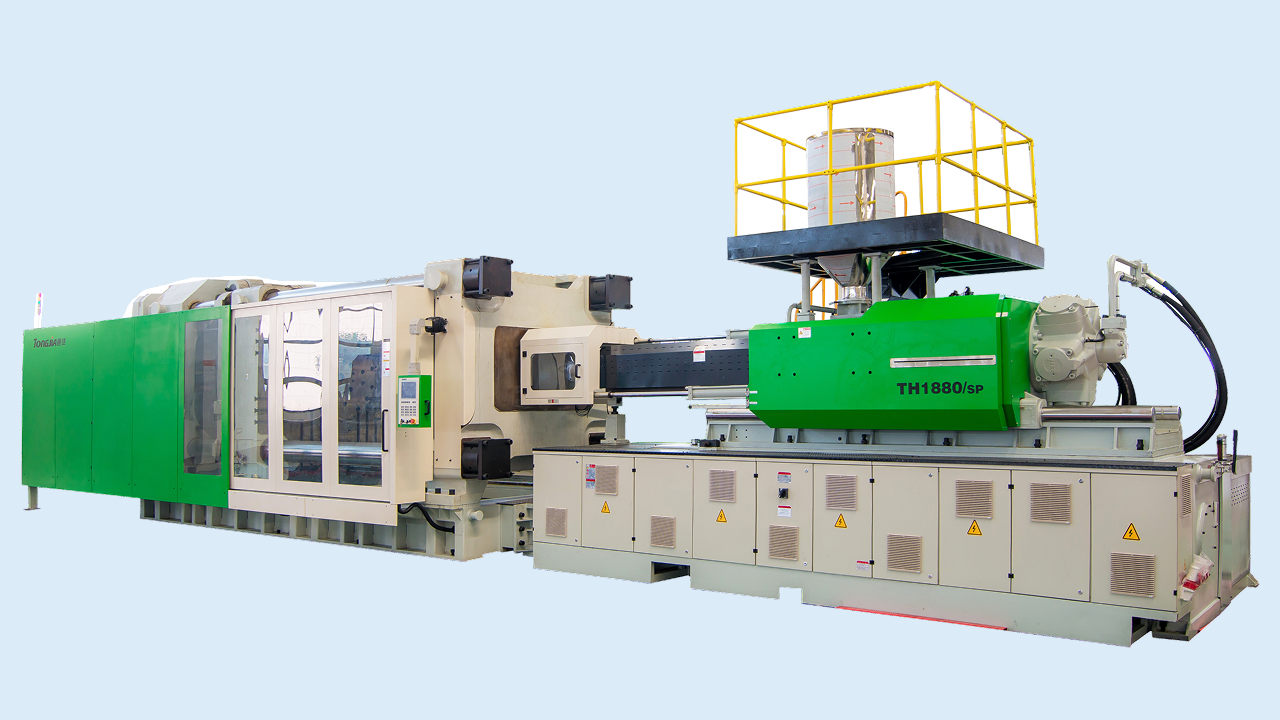
Глобальный рынок ТПА распределен неравномерно. Азиатско-Тихоокеанский регион занимает лидирующую позицию. Китай является крупнейшим производителем и потребителем оборудования. Локальные бренды предлагают конкурентоспособную продукцию по цене. Качество китайских машин выросло за последнее десятилетие. Компании используют компоненты европейских и японских производителей. Контроллеры, двигатели и подшипники импортируются. Сборка осуществляется локально. Это снижает стоимость при сохранении надежности.
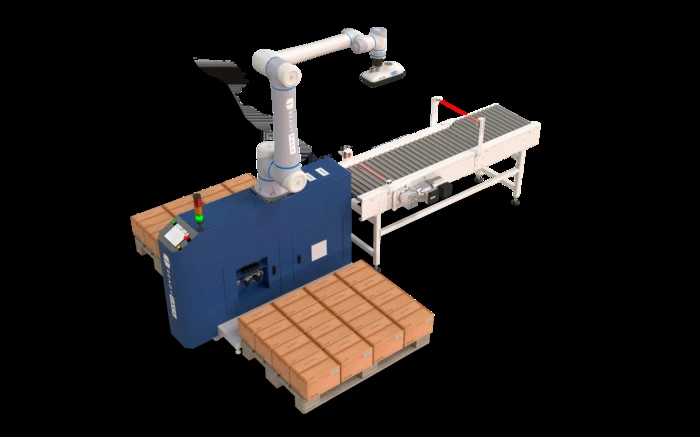
Европейский рынок ориентирован на высокотехнологичные решения. Производители из Германии, Италии и Австрии лидируют в сегменте прецизионного литья. Инженерные полимеры, медицинские изделия, оптика требуют высокого качества оборудования. Энергоэффективность и экологичность являются приоритетами. Стандарты Euromap унифицируют интерфейсы оборудования. Это позволяет интегрировать машины разных производителей в единую линию. Роботы-манипуляторы, конвейеры и грануляторы обмениваются данными с ТПА.
Североамериканский рынок характеризуется высоким спросом на крупногабаритные машины. Автомобильная и аэрокосмическая промышленность требуют литья крупных деталей. Гидравлические и гибридные машины популярны в данном сегменте. Однако требования к производительности стимулируют модернизацию. Автоматизация постобработки изделий снижает зависимость от ручного труда.
Российский рынок оборудования для литья пластмасс зависит от импорта. Санкционные ограничения повлияли на поставки западной техники. Местные производители переориентируются на поставщиков из Азии. Турция, Китай, Индия становятся основными партнерами - поставщиками оборудования и узлов. Сборка машин из импортных узлов осуществляется на нескольких площадках. Государственные программы поддержки машиностроения стимулируют развитие отрасли.
Технологические тренды и инновации в конструкции ТПА

Интеграция концепции Индустрия 4.0 меняет подход к управлению производством. Машины становятся узлами единой сети. Протокол OPC UA становится стандартом обмена данными. Он обеспечивает безопасную передачу информации между оборудованием. Система MES (Manufacturing Execution System) собирает данные о производительности. Простои фиксируются с указанием причин. Анализ данных выявляет узкие места производства.
Искусственный интеллект начинает применяться для настройки процессов. Алгоритмы машинного обучения анализируют технические данные. Система предлагает оптимальные параметры для нового материала. Автоматическая настройка сокращает время запуска изделия в производство. Быстрая смена форм и автоматическая подстройка параметров повышают гибкость.
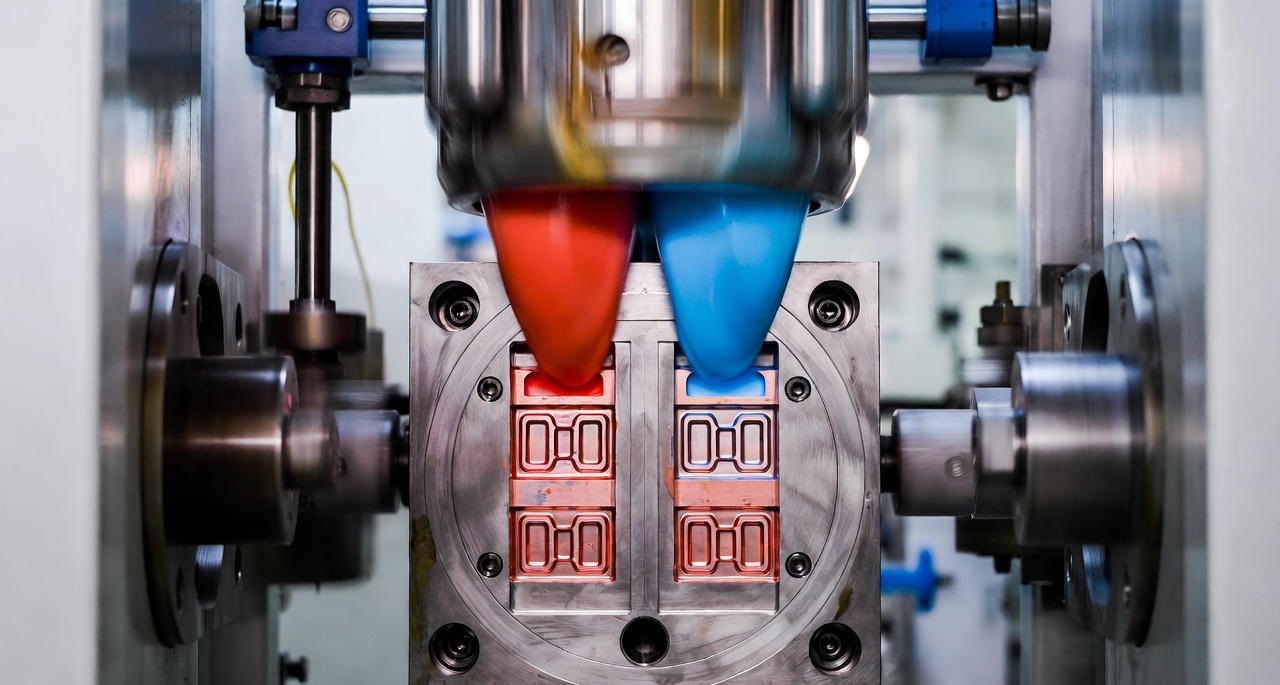
Двухкомпонентное литье набирает популярность. Изделия из разных материалов или цветов получают за один цикл. Это требует машин с двумя инжекционными узлами. Поворотный стол или сдвижная форма позволяют формировать первую и вторую компоненту. Электрические приводы обеспечивают точную синхронизацию узлов. Гидравлическая синхронизация сложнее в настройке. Применение двухкомпонентного литья снижает затраты на сборку. Исключаются операции склеивания или сварки деталей.

Микролитье требует специализированного оборудования. Вес изделий составляет менее 1 грамма. Точность дозирования должна быть высокой. Объем впрыска измеряется в миллиграммах. Специальные шнеки и цилиндры малого диаметра используются для микролитья. Электрический привод обеспечивает необходимую точность перемещения. Гидравлические системы имеют ограничения по минимальному объему подачи. Пример применения микролитья в медицине и электронике - миниатюрные компоненты для слуховых аппаратов и сенсоров.

Использование вторичного сырья требует адаптации оборудования. Регранулят имеет нестабильные свойства. Вязкость и текучесть меняются от партии к партии. Система контроля процесса должна компенсировать колебания, корректировать скорость шнека и давление впрыска. Фильтрация расплава необходима для удаления загрязнений. Сетчатые фильтры устанавливаются перед соплом. Электрические приводы лучше адаптируются к переменным свойствам материала при переработке регранулята.
Перспективы развития рынка до 2030 года
Прогнозы развития рынка указывают на дальнейший рост доли электрических машин. Ужесточение экологических норм в Европе и Азии стимулирует переход. Углеродный налог делает энергоемкое производство менее выгодным. Гидравлические машины останутся в нише сверхбольших усилий.
Развитие новых материалов требует точного контроля процесса. Биоразлагаемые полимеры чувствительны к параметрам переработки. Электрические приводы обеспечивают необходимую гибкость.
Цифровизация производства станет стандартом. Облачные платформы для управления парком машин получат распространение. Производитель оборудования сможет удаленно обновлять программное обеспечение. Искусственный интеллект поможет оптимизировать расписание производства. Минимизация переналадок увеличит производительность.
Локализация производства компонентов снизит зависимость от импорта. Развитие электронной промышленности в России позволит производить собственные контроллеры и драйверы. Механические компоненты уже производятся внутри страны. Сборка машин полного цикла станет возможной в обозримом будущем. Стоимость отечественного оборудования будет конкурентоспособной. Поддержка государства ускорит этот процесс.