Технология литья пластика под давлением
Содержание
Литье пластмасс под давлением (ЛПД) — технологический процесс формования изделий из полимерных материалов, обеспечивающий изготовление изделий сложной геометрии с высокой точностью размеров и стабильными физико-механическими свойствами. В основе метода нагрев сырья до вязкотекучего состояния, последующая инжекция расплавленного полимера в замкнутую полость пресс-формы под контролируемым давлением, охлаждение и извлечение готового изделия, точно повторяющего конфигурацию внутренней полости оснастки.

Технология доминирует в массовом производстве пластиковых деталей: треть всех выпускаемых термопластов перерабатывается именно литьевым формованием. Длительность цикла от 5 до 120 секунд в зависимости от габаритов и толщины стенок. В микролитье продолжительность технологического цикла может быть еще меньше.
Ключевой особенностью ЛПД является возможность изготовления изделий с допусками до ±0,05 мм и сложной внутренней структурой, недостижимой другими методами формования. Литье под давлением относят к высокопроизводительным методам формования, пригодным для массового и крупносерийного производства деталей различной сложности — от микроскопических компонентов до крупногабаритных корпусных элементов.

Материалы, перерабатываемые литьем под давлением
Не все полимерные материалы могут быть переработаны литьем под давлением. Данный метод предъявляет жесткие требования к реологическим, термическим и физико-химическим свойствам полимеров. Материал должен последовательно проходить стадии нагрева до вязкотекучего состояния, течения под давлением через тонкие каналы системы и быстрого охлаждения в форме с сохранением заданной геометрии. Способность полимера обратимо переходить из твердого состояния в вязкотекучее при нагреве и обратно при охлаждении является фундаментальным условием пригодности для литья. Именно данное условие характерно не для всех типов полимеров.
Оптимальными для переработки считаются:
- термопласты;
- термоэластопласты;
- композиты.
Термопласты – основная группа материалов для литья под давлением. При нагреве они переходят в вязкотекучее состояние и обратно без необратимых химических реакций. Термопласты делят на две группы: кристаллические (имеющие упорядоченную кристаллическую структуру) и аморфные (имеющие неупорядочную структуру молекулярной цепи). Охлаждение и нагрев кристаллических термопластов (ПЭ, ПП, ПА, ПОМ, ПЭТФ) происходит при определенных температурах: температура кристаллизации и температура плавлении соответственно. Для аморфных материалов (ПС, АБС, ПК, ПММА, ПВХ) не существует четкой температуры – только интервалы, при которых наступает плавление и стеклование. Обе группы перерабатываются литьем под давлением.
Термоэластопласты – материалы, сочетающие свойства термопластов при переработке и эластомеров при эксплуатации. К ним относятся стирольные термоэластопласты (СЭБС, СБС), термопластичные полиуретаны (ТПУ), термопластичные вулканизаты (ТПВ). Они обладают хорошей текучестью, что позволяет заполнять сложные формы и получать точные изделия.
Композиционные материалы (композиты, ПКМ) — это многокомпонентные системы, сочетающие полимерную матрицу с различными наполнителями для придания изделиям особых свойств. К ним относятся стеклонаполненные термопласты (PA6 GF30, PP GF30, PBT GF30), угленаполненные (карбоновые) композиты, минералонаполненные композиции, трудногорючие компаунды (с антипиренами).
Полимеры, которые нельзя перерабатывать литьем
Некоторые виды полимерных материалов по разным причинам требует иных условий переработки. К ним относятся:
- термореактивные полимеры;
- эластомеры;
- полимеры с экстремально высокой вязкостью;
- полимеры с низкой термостабильностью;
- полимеры, склонные к гидролизу.
Термореактивные полимеры (феноло-формальдегидные, карбамидо-формальдегидные, эпоксидные смолы) при нагреве претерпевают необратимую химическую реакцию сшивки — отверждение. После первого нагрева они переходят в неплавкое и нерастворимое состояние. При повторном нагреве они не размягчаются, а деструктируют. Это исключает возможность пластикации в цилиндре литьевой машины и заполнения формы. Для термореактивных полимеров применяют литьевое прессование или прямое прессование, где отверждение происходит непосредственно в форме.
Эластомеры (резины на основе натурального или синтетического каучука) перерабатываются методом вулканизации — образования поперечных связей между макромолекулами. В исходном состоянии они пластичны, но процесс сшивки запускается при нагреве. Совместить стадии формования и вулканизации в одном цикле возможно только на специализированном оборудовании (литьевые прессы для резин), где материал подается при пониженной температуре, а отверждение происходит в горячей форме.
Полимеры с экстремально высокой вязкостью расплава. Сверхвысокомолекулярный полиэтилен (СВМПЭ) имеет молекулярную массу в 2-6 млн. дальтон. Его расплав не течет, а скорее перемещается как высокоэластичная масса. Давление впрыска (150–200 МПа) недостаточно для заполнения тонких каналов формы. СВМЭ перерабатывают горячим прессованием или плунжерной экструзией.
Полимеры с низкой термостабильностью. Некоторые марки ПВХ имеют температуру деструкции (140–180°С) ниже температуры перехода в вязкотекучее состояние (160–200°С). При попытке литья они разлагаются с выделением хлористого водорода. Для таких материалов требуются стабилизирующие добавки и точный контроль рабочих параметров в цилиндре.
Полимеры, склонные к гидролизу (полиэфиры, поликарбонаты, ПЭТ), при недостаточной сушке (влажность более 0,02%) деструктируют со снижением молекулярной массы и ухудшением эксплуатационных свойств изделий. Ограничение связано не с принципиальной невозможностью литья, а с жесткими требованиями к подготовке сырья. Гидролиз активируется при взаимодействии воды с полярными функциональными группами полимерной цепи: амидными (–CO–NH–) в полиамидах, эфирными (–CO–O–) в полиэфирах и карбонатными (–O–CO–O–) в поликарбонатах.
Таким образом, ключевыми ограничениями являются: необратимое отверждение при нагреве, отсутствие текучести расплава, термодеструкция до достижения текучести, экстремально высокая вязкость и гидролитическая нестабильность.
Технология литья под давлением
Процесс литья под давлением состоит из последовательных этапов, каждый из которых регламентирован технологическими параметрами, зависящими от типа полимера, геометрии изделия и требований к качеству. Полный цикл литья включает следующие этапы:
1. Подготовка материала и пластикация.
2. Смыкание формы и запирание.
3. Впрыск расплава в форму.
4. Выдержка под давлением.
5. Охлаждение и кристаллизация.
6. Выталкивание изделия.

Для обеспечения воспроизводимости результатов параметры на каждом этапе строго контролируются системами управления и корректируются с учетом полученных данных о давлении, температуре и положении.
Подготовка материала и пластикация
Подготовительная стадия включает контроль влажности исходного сырья и его сушку/досушку. Влажность полимера критически важна и влияет на качество отливок: избыточная влага приводит к гидролизу расплава, образованию газовых включений, раковин, снижению прочностных характеристик.
Нормы остаточной влажности для основных полимеров:
- Полиамид 6 (ПА-6): влажность до 0,1-0,15%, сушка при 80-90°С в течение 3-4 часов.
- Поликарбонат (ПК): влажность до 0,02%, сушка при 120°С в течение 4 часов.
- АБС-пластик: влажность до 0,1%, сушка при 80-90°С в течение 2-3 часов.
- Полиэтилентерефталат (ПЭТФ): влажность до 0,02%, сушка при 140-160°С в течение 4-5 часов.
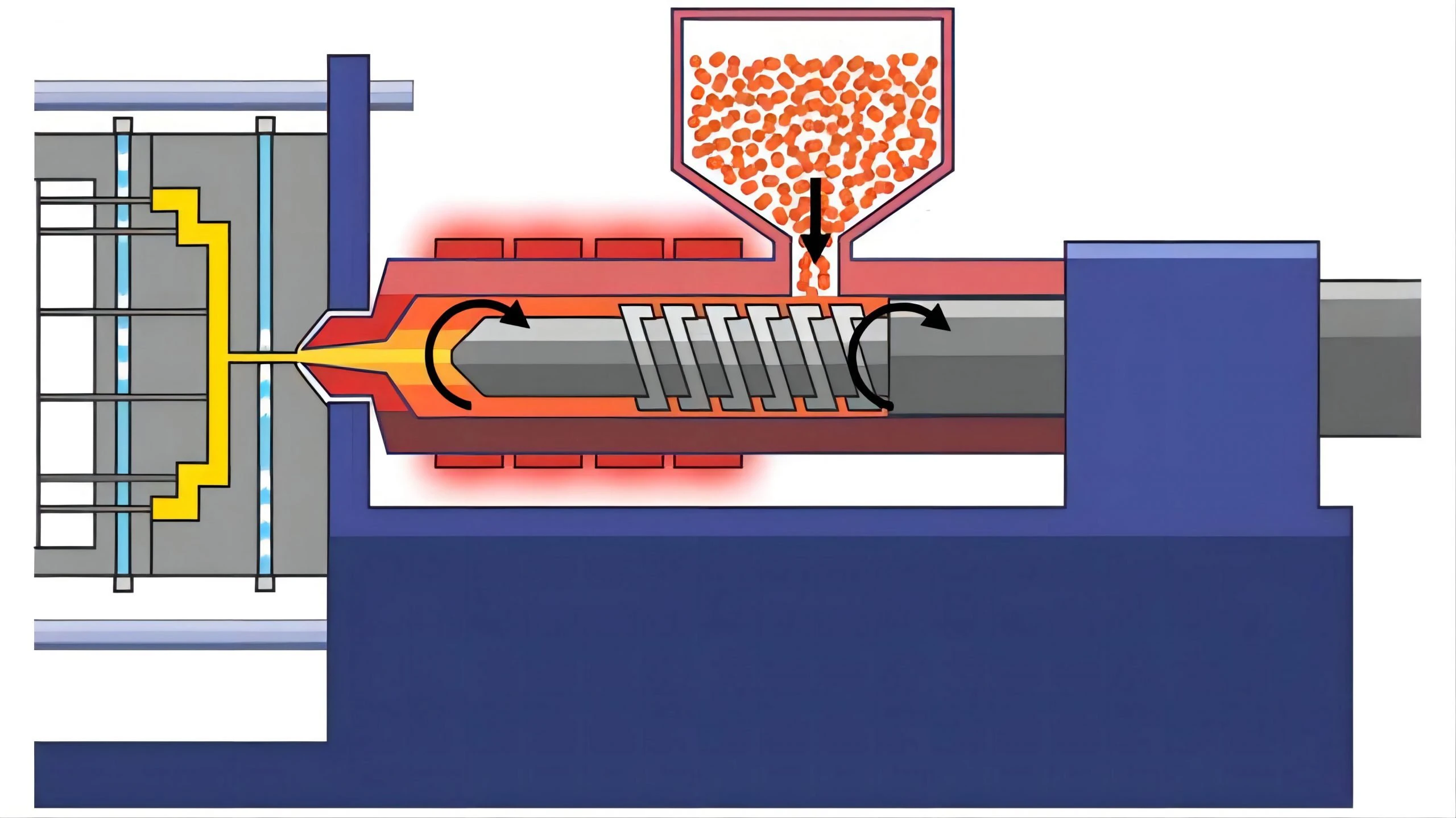
Гранулированный полимер дозируется и подается в цилиндр литьевой машины, где происходит его пластикация — процесс превращения твердых полимерных гранул в гомогенный расплав заданной температуры и вязкости. Процесс реализуется в материальном цилиндре термопластавтомата вращающимся шнеком. Температурный профиль цилиндра формируют по зонам с учетом термостабильности материала.
Стандартный трехзонный шнек включает следующие участки:
- I— зона загрузки — длина 50% от общей.
- II— зона плавления — длина 25% от общей.
- III— зона гомогенизации — длина 25% от общей.
- IV— зона впрыска — область перед соплом.
Механизм пластикации последовательно реализуется следующим образом:
1. Гранулы из бункера заполняют межвитковое пространство в зоне загрузки, где предусмотрена максимальная глубина нарезки шнека. Часть канала заполнена гранулами у толкающей поверхности гребня, в пассивной части находится воздух.
2. Через 5-6 витков у толкающей поверхности гребня накапливаются первые порции расплава, срезаемые гребнем с поверхности цилиндра. Поверхность цилиндра постоянно подогреваются внешними нагревателями.
3. По мере продвижения расплав занимает все свободное пространство. Одновременно уменьшается глубина нарезки шнека, что способствует большей теплоотдачи от цилиндра и лучшему прогреву полимера.
4. В зоне сжатия толщина канала уменьшается в 2-2,5 раза, расплав сжимается и заполняет все сечение цилиндра.
5. В зоне дозирования устанавливается температура расплава, необходимая для впрыска, происходит его окончательная гомогенизация.
Пример температурных профилей
- ПП: 190–210 °С (загрузка), 210–230 °С (компрессия), 220–240 °С (дозирование), 225–245 °С (сопло).
- АБС: 200–215 °С (загрузка), 220–235 °С (компрессия), 230–245 °С (дозирование), 235–250 °С(сопло).
- ПВХ: 160–170 °С (загрузка), 175–185 °С (компрессия), 180–190 °С (дозирование), 185–195 °С (сопло).
Необходимо выдерживать рекомендованную температуру для предотвращения термодеструкции полимеров.
Смыкание формы и запирание
Смыкание и запирание пресс-формы — начальный этап цикла литья, обеспечивающий герметизацию литьевой полости для предотвращения вытекания расплава под высоким давлением. Процесс состоит из двух фаз: быстрого перемещения подвижной плиты к неподвижной до соприкосновения полуформ и финального запирания с созданием расчетного усилия смыкания.
В термопластавтоматах процессы смыкания и пластикации материала происходят последовательно, но с частичным перекрытием во времени в зависимости от конструкции машины и настроек цикла. Стандартная последовательность выглядит следующим образом:
1. Начало цикла: подвижная плита начинает движение смыкания до момента контакта полуформ. В это время шнек обычно неподвижен (если не закончена пластикация предыдущей дозы) или завершает вращение.
2. Завершение смыкания и запирание: форма закрывается, создается полное усилие запирания. Только после получения сигнала от системы контроля о том, что форма заперта и усилие достигнуто, начинается подвод узла впрыска (прижим сопла к форме).
Усилие смыкания F (кН) рассчитывается по формуле:
F = P × S × К
где P — удельное давление в полости (бар), S — площадь проекции отливки на плоскость разъема (см²), K — коэффициент запаса 1,1–1,3. В некоторых источниках можно встретить формулу следующего вида:
F = A × P × K
В данном варианте S и А – идентичные параметры.

На практике было выявлено, что для литья корпуса компьютера из АБС требуется усилие 350-400 бар, для одноразового стаканчика из ПС необходимо 550-600 бар, для корпуса мобильного телефона из АБС/ПК величина составит 650-700 бар.
Впрыск расплава в форму
Впрыск — стадия заполнения полости формы расплавом полимера под высоким давлением. Цель этапа — обеспечить полное заполнение формы без недоливов и переливов. После завершения заполнения давление в форме возрастает до максимального значения в соответствии с заданными параметрами цикла.
Фаза впрыска характеризуется двумя параметрами: давление и скоростью инжекции:
- Удельное давление впрыска зависит от типа полимера: ПП 800–1400 бар, АБС 1000–1600 бар, ПК 1400–2000 бар.
- Скорость впрыска подбирают по толщине стенки: для тонкостенных деталей (0,4–0,8 мм) — 150–300 мм/с; для средней толщины (1,0–2,5 мм) — 50–150 мм/с; для толстостенных (свыше 3,0 мм) — 20–60 мм/с.
Скорость инжекции критически влияет на качество изделия. При низких скоростях (большое время заполнения) расплав сильно охлаждается в форме, появляется волнистая поверхность и заметные линии спаев. При высоких скоростях возможны переливы и гидроудары.
Выдержка под давлением
После заполнения формы следует стадия выдержки под давлением (подпитки). Цель этапа — компенсация усадочных явлений в полимере путем дополнительного поступления расплава в форму по незастывшей сердцевине изделия.
В момент завершения впрыска полость формы заполнена на 90-95%. Шнек прекращает вращение и под действием давления гидроцилиндра продолжает медленное поступательное движение, продавливая дополнительный объем расплава через еще незастывшую сердцевину литникового канала. Процесс продолжается до момента полного затвердевания впускного литника.
Давление выдержки всегда ниже давления впрыска и составляет для различных материалов от 30% до 80% от пиковой величины. Конкретные значения: ПП/ПЭ — 30-50%, ПА — 50%, ПОМ — 80% от давления впрыска. Недостаточное давление выдержки приводит к утяжинам, короблению, несоответствию размеров. Избыточное — к образованию облоя, остаточным напряжениям, залипанию изделия в форме и растрескиванию хрупких материалов.
Критическим параметром является время выдержки, которое ограничено временем застывания литника. Увеличивать длительность подпитки сверх этого значения нецелесообразно — масса изделия перестает расти, а качество не улучшается. Время выдержки зависит от толщины стенки изделия и теплофизических свойств полимера. Значение рассчитывается по формуле:
tвпд = Kвпд × h
где h — толщина стенки в мм, Kвпд — эмпирический коэффициент для конкретного полимера (сек/мм).
Охлаждение изделия
Охлаждение — стадия затвердевания полимера в форме до состояния, при котором возможно извлечение изделия без необратимых деформаций и коробления. Длительность стадии определяют по критерию достижения температурой наиболее удаленного от стенки слоя значения, при котором изделие сохраняет жесткость, достаточную для извлечения без деформации. По мере охлаждения давление внутри формы постепенно снижается. На данном этапе в материале протекают три взаимосвязанных процесса: отвод тепла, фазовые переходы (кристаллизация или стеклование) и релаксация напряжений.
Кристаллизация и стеклование
Для аморфных полимеров (ПС, АБС, ПК) не существует определенной температуры, при которой наступает стеклование. Как правило, это интервал температур, в рамках которого происходит изменение свойств (фазовый переход). Он называется интервалом стеклования.
Для кристаллических (ПА, ПП, ПОМ) при достижении определенной температуры начинается образование кристаллической фазы с выделением скрытой теплоты (40–200 Дж/г). Скорость кристаллизации зависит от скорости охлаждения: медленное охлаждение дает крупные кристаллы и большую усадку (до 3%), быстрое — мелкие кристаллы и меньшую усадку (1,5–2%), но повышает внутренние напряжения. По мере охлаждения плотность полимера возрастает: для аморфных на 5–10%, для кристаллических на 10–20%.
Выталкивание и извлечение изделия
Выталкивание — заключительная стадия цикла литья, обеспечивающая удаление затвердевшей отливки из раскрытой пресс-формы для подготовки полости к следующему циклу. Процесс начинается с раскрытия узла смыкания: подвижная плита отводится назад, раздвигая оснастку по плоскости разъема. Изделие благодаря конструктивным уклонам (0,5–3°) остается на подвижной половине формы. После полного раскрытия система управления активирует механизм выталкивания.

Основной рабочий орган — выталкивающие штифты (эжекторы), размещенные в подвижной половине формы. По конструкции различают штифты, выталкивающие плиты (для крупногабаритных изделий), выталкивающие втулки (для оформления отверстий), пневматические системы (для тонкостенных деталей). На изделии неизбежно остаются следы от выталкивателей — для ответственных поверхностей их выносят в невидимые зоны или уменьшают диаметр.
Современные системы позволяют реализовать многократное выталкивание и сложные последовательности движений. Усилие выталкивания составляет 1–5% от усилия смыкания ТПА.
Основные дефекты литья
В процессе литья под давлением критически важно соблюдать параметры технологического процесса. Отклонение от требуемых значений, а также неправильная подготовка сырья, недостаточная досушка гранул могут привести к дефектам литья.
Дефекты заполнения
Недолив — частичное заполнение полости формы расплавом. Причины: недостаточная температура расплава, малое давление или скорость впрыска, узкие литниковые каналы. Устранение: повышение температуры, давления, скорости; увеличение сечений литников.
Спаи (линии спая) — видимые линии в местах встречи потоков расплава. Причины: низкая температура расплава и формы, недостаточная скорость впрыска, неудачное расположение впусков. Устранение: повышение температуры, скорости; оптимизация расположения впусков; применение пульсации давления.
Дефекты поверхности
Утяжины — локальные впадины на поверхности в зонах утолщений. Причины: недостаточная выдержка под давлением, высокая температура расплава и формы, толстые сечения, требующие подпитки расплавом. Устранение: увеличение времени и давления подпитки; уменьшение температуры; оптимизация конструкции (равнотолщинность стенок).
Серебристость — следы влаги или газов на поверхности. Причины: влажный материал, термическая деструкция полимера. Устранение: сушка материала; снижение температуры.
Дефекты формы и размеров
Коробление — искажение геометрии изделия после извлечения. Причины: остаточные напряжения, неравномерное охлаждение, анизотропия усадки. Устранение: равномерное охлаждение формы; снижение давления и температуры; увеличение времени выдержки.
Облой (заусенцы) — вытекание материала по плоскости разъема. Причины: недостаточное усилие смыкания, износ формы, завышенное давление впрыска. Устранение: увеличение усилия смыкания; снижение давления; ремонт или замена пресс-формы.
Сравнение ЛПД с другими методами переработки пластмасс
Помимо литья под давлением в полимерной промышленности используют экструзию, выдувное формование, прессование и специальные методы.
Литье под давлением и экструзия
Экструзия — метод непрерывного получения погонажных изделий путем выдавливания расплава через формующую головку (фильеру).

Сравнительная таблица:
| Параметр | Литье под давлением | Экструзия |
| Характер процесса | Циклический (прерывистый) | Непрерывный |
| Тип изделий | Штучные, объемные | Бесконечные (профиль, труба, лист) |
| Давление в головке/форме | 30-150 МПа | 5-30 МПа |
| Охлаждение | В форме под давлением | На калибраторе, в ванне |
| Точность размеров | Высокая (IT 11-14) | Средняя (IT 14-16) |
| Производительность | 50-5000 изд./час | 50-500 кг/час |
Экструзия эффективна для производства труб, профилей, листов, пленок, кабельной изоляции. Литье применяют для получения готовых деталей сложной формы.
Литье под давлением и выдувное формование
Выдувное формование — метод получения полых изделий пневмоформованием заготовки (преформы) внутри формы.

Сравнительная таблица:
| Параметр | Литье под давлением | Выдувное формование |
| Тип изделий | Преимущественно сплошные | Полые (бутылки, канистры) |
| Толщина стенки | Любая (0,2-50 мм) | Ограничена выдувным отношением |
| Сложность геометрии | Высокая | Средняя |
| Производительность | Высокая | Средняя |
| Стоимость оснастки | Высокая | Средняя |
Разновидность — литье с раздувом начинается с получения преформы литьем под давлением, имеющей готовую горловину и переменную толщину стенки, с последующим раздувом в окончательную форму.
Литье под давлением и прессование
Прессование — метод формования преимущественно термореактивных материалов сжатием в обогреваемой пресс-форме.

Сравнительная таблица:
| Параметр | Литье под давлением | Компрессионное прессование |
| Материалы | Термопласты | Термореактивы, резиновые смеси |
| Давление формования | 30-150 МПа | 10-50 МПа |
| Температура процесса | 150-350°С | 130-200°С |
| Время цикла | Секунды-минуты | Минуты (1-10 мин) |
| Автоматизация | Высокая | Средняя |
Прессование незаменимо для толстостенных изделий из реактопластов, где литье невозможно из-за отверждения материала в цилиндре. Для термопластов прессование применяют редко.
Преимущества метода литья под давлением
ЛПД обеспечивает уникальное сочетание точности, скорости и гибкости в массовом производстве. Современные термопластавтоматы с сервоприводами и адаптивными системами управления сокращают энергопотребление на 30–60% за счет рекуперации энергии и оптимизации циклов. Применение систем контроля по массе впрыскиваемого расплава повышает стабильность качества на 25–40%. Для тонкостенных деталей (толщина стенки 0,4–0,8 мм) используется технология высокоскоростного литья, обеспечивающая заполнение полостей за 0,1–0,3 секунды. Для изделий с толстыми стенками (свыше 3 мм) применяют методы многоступенчатого впрыска с варьированием давления для минимизации внутренних напряжений.
Литье под давлением обладает рядом неоспоримых технологических преимуществ перед другими методами переработки пластмасс:
- Высокая производительность и эффективность. Цикл литья длится от нескольких секунд до нескольких минут. Автоматизация процесса позволяет одному оператору обслуживать несколько машин. Коэффициент использования оборудования достигает 0,85-0,95.
- Повторяемость и стабильность качества. При отлаженном процессе все изделия идентичны по геометрии и свойствам. Допуски размеров могут составлять ±0,05-0,1 мм для прецизионных деталей. Стабильность массы отливки в пределах 0,5-1,5%.
- Гибкость проектирования. Возможность формования сложной геометрии с поднутрениями, резьбой, армирующими элементами. Интеграция нескольких функций в одной детали (конструкционная, декоративная, крепежная).
Экономические преимущества также говорят в пользу литья под давлением при прочих равных условиях:
- Снижение себестоимости при массовом производстве. Высокая стоимость оснастки окупается при тиражах от 10 000 изделий. Себестоимость одного изделия снижается пропорционально объему партии.
- Минимизация отходов. Литниковые системы подлежат дроблению и повторной переработке. Брак (до 2-5% в налаженном производстве) также может быть переработан. Безотходные технологии (горячеканальные системы) исключают образование литников.
- Снижение затрат на оплату труда. Автоматизированные комплексы могут обслуживаться одним оператором, что позволяет выделить персонал для других операций.
Конструкторские и дизайнерские возможности также можно отнести к неоспоримым преимуществам метода. Можно получать изделия широкой цветовой гаммы за счет добавления сухих красителей. При многокомпонентном литье можно комбинировать материалы в одном изделии. Применение специальных добавок (антипирены, антистатики, стабилизаторы) позволяет значительно улучшить свойства готового изделия.