Эффективность и безопасность: особенности автоматических паллетообмотчиков
Автоматические паллетообмотчики: устройство, выбор и применение оборудования
В современной логистике и производстве стабилизация грузов на поддонах (паллетах) трансформировалась из вспомогательной операции в критически важный этап, определяющий сохранность продукции и экономику цепочки поставок. Обмотка паллет стрейч-пленкой обеспечивает надежную фиксацию товара, предотвращает смещение единиц груза, защищает от влаги, пыли и механических повреждений при хранении и транспортировке. Относительная простота и низкая стоимость метода обусловили его широкое распространение в промышленности. Однако статистика подтверждает: значительная доля порчи грузов при перевозках связана с недостаточной или некачественной упаковкой в пленку.
В масштабах предприятия даже недорогой этап упаковки существенно влияет на себестоимость: ошибочный выбор материалов или оборудования ведет к перерасходу пленки, замедлению технологических процессов и росту доли ручного труда. Автоматические паллетообмотчики представляют собой высокотехнологичные решения для нанесения стрейч-пленки на паллетированный груз с минимальным участием оператора или полностью в автоматическом режиме.
Рынок упаковочного оборудования демонстрирует устойчивую тенденцию к автоматизации. Доля автоматических комплексов в новых поставках для крупных складских комплексов превышает 60%, а темпы роста сегмента составляют более 35% ежегодно. Данная динамика обусловлена дефицитом квалифицированного персонала и ужесточением требований к повторяемости качества упаковки.
Содержание
- Определение и функциональное назначение автоматических паллетообмотчиков
- Конструкция автоматизированного паллетоупаковщика
- Энергоэффективность и эксплуатационные характеристики
- Сравнительный анализ автоматических и полуавтоматических паллетообмотчиков
- Критерии выбора автоматического обмотчика паллет для производственных задач
- Сферы применения автоматических паллетоупаковщиков в промышленности
- Современные тенденции развития рынка автоматических паллетообмотчиков
- Заключение
Определение и функциональное назначение автоматических паллетообмотчиков

Автоматический паллетоупаковщик — это стационарное или интегрированное в линию промышленное оборудование, предназначенное для фиксации грузов и обмотки укомплектованных поддонов стрейч-пленкой по заданной программе. В отличие от ручных или мобильных полуавтоматов, данное оборудование не требует физического перемещения оператора вокруг груза и вмешательства в процесс обмотки.
Ключевая функция паллетоупаковщика автоматизированного типа заключается в создании контролируемого натяжения пленочного материала вокруг паллеты с грузом. Система предварительного растяжения (престрейч) обеспечивает деформацию полимерной структуры до 400% от исходной длины без нарушения целостности молекулярных связей. Данный технологический прием снижает расход упаковочного материала на 25–35% при сохранении эксплуатационных характеристик защитного покрытия. Современные модели оборудования оснащаются сервоприводами с цифровым управлением, позволяющими программировать параметры обмотки: количество слоев, зоны усиления, режимы натяжения и скорость вращения.
Конструкция автоматизированного паллетоупаковщика
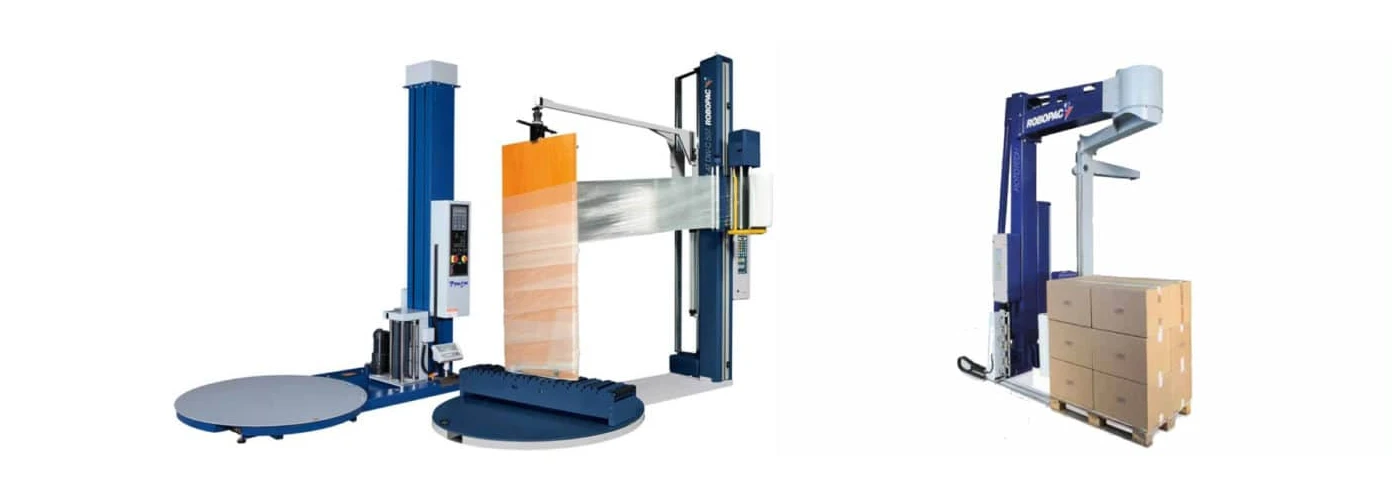
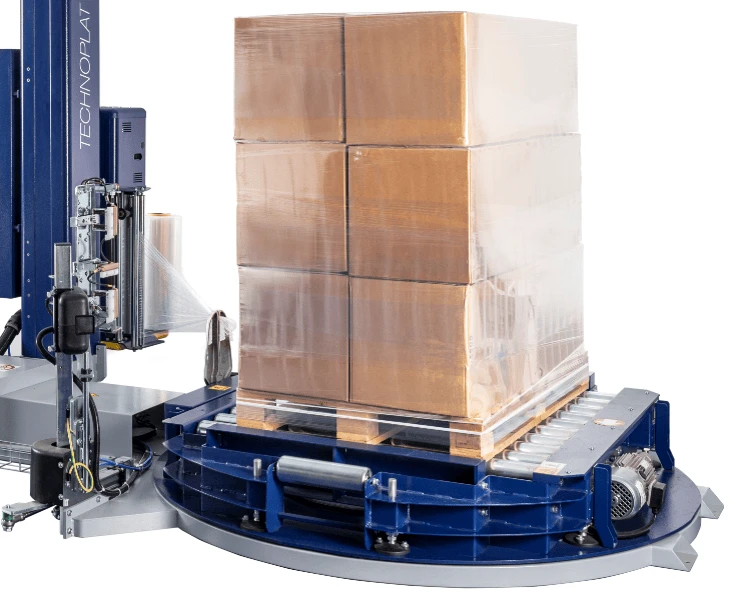
- Поворотный стол или подвижная рука. В зависимости от концепции вращается либо поддон (нагрузка до 2000-5000 кг), либо обмоточная рука вокруг неподвижного груза. Платформенные решения предполагают фиксацию паллеты на поворотном основании, вращающемся вокруг стационарной каретки с рулоном пленки. Модели с подвижной рукой оснащаются манипулятором, совершающим движение вокруг стационарно расположенного поддона.
- Каретка с механизмом подъема. Вертикально перемещает систему подачи пленки. Скорость подъема регулируется, в зависимости от скорости перемещения каретки изменяется шаг намотки.
- Система предварительного растяжения. Механический или электрический узел, растягивающий стрейч-пленку до подачи на груз. Механические системы используют пару шестерен с различным передаточным отношением, обеспечивая фиксированные коэффициенты растяжения: 150%, 200%, 250%. Электрические престрейч-модули с сервопривод позволяют плавно регулировать степень деформации в диапазоне 0–400% с точностью ±5%. Принцип действия основан на разнице угловых скоростей двух валов: подающий ролик вращается быстрее натяжного, создавая контролируемое растяжение полимерной цепи.
- Система обрезки и приварки пленки. Обеспечивает автоматическую фиксацию свободного конца пленки на поддоне и ее обрезку после завершения цикла.
- Системы управления и автоматизации. Современные автоматические обмотчики поддонов оснащаются программируемыми логическими контроллерами (ПЛК) с сенсорными интерфейсами.
Особенности работы автоматических паллетообмотчиков

Эффективность автоматического оборудования для обмотки обусловлена некоторыми техническими решениями, недоступными для полуавтоматических аналогов. К ним стоит отнести возможность программирования режима обмотки, контроль натяжения и силы удержания пленки.
Контроль натяжения и силы удержания
Автоматические упаковщики поддонов используют программируемые логические контроллеры (ПЛК) для управления крутящим моментом двигателя каретки и растяжения. Технология постоянного натяжения обеспечивает равномерное усилие прижима пленки независимо от диаметра рулона и высоты груза. Это критично для сыпучей или мелкоформатной продукции, например, мешки с гранулами полимера или готовые изделия из пластика, металла, картона (ТНП), где избыточное давление деформирует тару и сам груз.
Программируемые режимы обмотки
Современные паллетообмотчики поддерживают различные конфигурации обмотки:
- Режим «Верхний зажим» — автоматическая укладка верхнего листа для фиксации груза при упаковке легких или высоких поддонов.
- Усиление основания. Увеличение количества слоев в нижней трети поддона (до 6-8 слоев) для фиксации груза на паллете. Усиленное основание снижает риск сдвига при погрузке вилочным погрузчиком.
- Флаговая обмотка. Частичное закрытие боковых сторон для вентиляции или визуального доступа.
Эти режимы используются совместно с основными режимами намотки: одинарная или двойная. Одинарная обмотка начинается от основания груза и продолжается до его верха. Двойная обмотка начинается у основания груза, идет к верху, а затем продолжается вниз до основания паллеты – возвращается к исходной точке.
Энергоэффективность и эксплуатационные характеристики
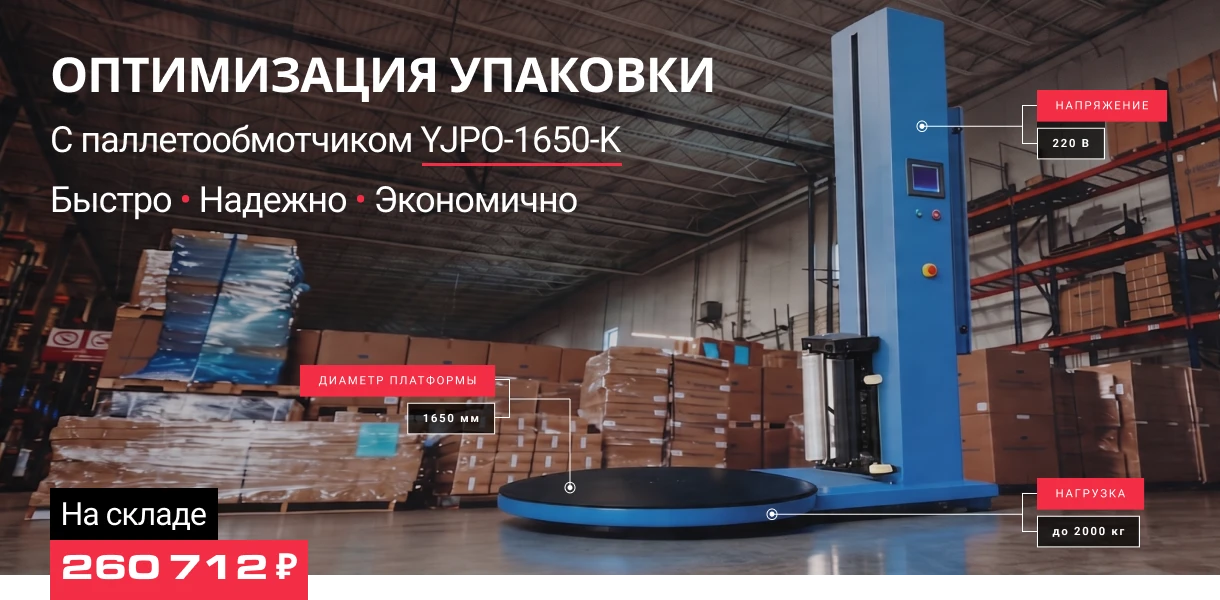
Потребляемая мощность автоматических паллетоупаковщиков варьируется в диапазоне 0,8–3,5 кВт в зависимости от производительности и типа привода. Применение частотных преобразователей для управления электродвигателями снижает энергопотребление на 30–40%.
Производительность оборудования определяется количеством обрабатываемых поддонов в час и составляет 30–200 единиц в зависимости от конфигурации. Модели средней производительности (30–60 паллет/час) оптимальны для предприятий с переменной загрузкой, тогда как высокоскоростные решения (100–200 паллет/час) востребованы в логистических центрах с непрерывным циклом работы. Максимальные габариты обрабатываемых грузов достигают 2400 мм по высоте и 2000×2000 мм по периметру при грузоподъемности платформы до 2000 кг.
Сравнительный анализ автоматических и полуавтоматических паллетообмотчиков

Для производителя, планирующего масштабные поставки своего груза, выбор между полуавтоматическим и автоматическим оборудованием — вопрос масштаба и специфики грузопотока.
Сравнительная таблица отражает основные различия между полуавтоматом и автоматом.
Параметр | Полуавтоматический паллетообмотчик | Автоматический паллетообмотчик |
Участие оператора | Подцепление пленки, пуск цикла, обрезка. | Только контроль. Подцепление/обрезка автоматические. |
Производительность (паллет/час) | 15–30 (зависит от оператора) | 60–200 в зависимости от установленной программы |
Расход пленки (граммов/паллета) | Высокий (субъективный фактор) | Оптимальный, рассчитывается программно |
Устойчивость к проколам | Средняя (риск неравномерного натяжения) | Высокая (изменяемое натяжение) |
Учет энергопотребления | Обычно отсутствует | Встроенные счетчики и оптимизация |
Стоимость владения (TCO) | Низкий входной порог, высокий расход материалов | Высокий входной порог, низкий расход материалов |
Ключевое отличие: полуавтомат требует физического присутствия человека для завершения цикла, что создает «узкое горлышко» на складе. Автомат работает в конвейерном режиме 24/7.
Уровень автоматизации и участие оператора
Фундаментальное различие между автоматическими и полуавтоматическими паллетоупаковщиками заключается в степени участия персонала в технологическом цикле. Полуавтоматические модели требуют ручного закрепления конца пленки на грузе, запуска цикла обмотки и обрезки материала после завершения операции. Погрузка/выгрузка продукции при использовании полуавтоматического обмотчика должны осуществляться с помощью вильного погрузчика. Оператор управляет программами паллетирования, контролирует цикл обмотки, анализирует состояние машины и проводит плановое ТО. Автоматические обмотчики паллет выполняют все этапы без вмешательства оператора: фиксация пленки, программируемая обмотка с зональным усилением, автоматическая обрезка и термосварка (запайка) конца. Со стороны оператора необходим визуальный контроль, аварийная остановка и контроль над сроками обслуживания.
Исключение человеческого фактора снижает вероятность ошибок упаковки: неравномерного натяжения, недостаточного количества слоев, повреждения груза при ручном закреплении. Статистика показывает, что автоматизация процесса уменьшает количество возвратов и брака по причине нарушения целостности упаковки на 60–80%.
Производительность и экономическая эффективность
Производительность полуавтоматических паллетообмотчиков ограничена скоростью работы оператора и составляет 15-30 поддонов в час. Автоматические упаковщики поддонов обеспечивают стабильную производительность 40–200 единиц в час независимо от человеческого фактора.
Расчет экономической эффективности показывает, что при загрузке свыше 25 паллет в смену автоматическое оборудование окупается за 12–18 месяцев за счет экономии фонда оплаты труда и снижения расхода пленки. Экономия упаковочного материала достигается за счет точного дозирования натяжения и оптимизации траектории обмотки. Системы престрейч с электрическим приводом обеспечивают равномерное растяжение пленки без локальных перенапряжений, снижая риск разрыва и необходимость повторной упаковки. Применение пленок толщиной 12–23 мкм вместо стандартных 25–35 мкм возможно благодаря контролируемому натяжению, что дополнительно сокращает материальные затраты на 15–25%.
Интеграция в производственные линии
Автоматические паллетообмотчики без усилий встраиваются в конвейерные системы в отличие от полуавтоматических. Перемещение продукции вдоль линии к упаковочному модулю осуществляется через роликовые транспортеры, цепные конвейеры и роботизированные манипуляторы для подачи/выгрузки паллет. Полуавтоматические модели, как правило, функционируют автономно, требуя ручной погрузки и выгрузки поддонов, что ограничивает их применение в высокоавтоматизированных производствах.
Возможность программирования зон усиления обмотки (верхняя кромка, углы, основание) позволяет адаптировать упаковку под специфические требования транспортировки. Автоматические системы сохраняют программы для различных типов грузов, обеспечивая воспроизводимость параметров упаковки при смене ассортимента с одного на другой и обратно. Полуавтоматическое оборудование не поддерживает сложное программирование параметров работы, ограничиваясь базовыми режимами спиральной обмотки.
Критерии выбора автоматического обмотчика паллет для производственных задач

Выбор оборудования для обмотки поддонов базируется на анализе трех групп параметров: характеристики груза, условия среды и требования к интеграции в производственную линию.
Анализ параметров упаковываемого груза
Первый этап выбора оборудования предполагает детальный анализ характеристик груза: габариты, масса, форма, устойчивость к сжатию, требования к защите от внешних воздействий.
Нестабильная геометрия
Штабелируемые коробки сохраняют свою форму, но мешки и прочая мягкая тара рекомендуется обматывать на паллетоупаковщиках с верхним прижимом, фиксирующим верхнюю кромку груза в процессе обмотки. Для хрупких грузов необходимы обмотчики с функцией «мягкого старта» и датчиком давления на поворотном столе. Высокие и узкие поддоны отличаются низкой стабильностью, потому требуются машины с вращающейся рукой, которые не раскручивают груз центробежной силой.
Температура хранения
При отрицательных температурах (ниже -15°C) пленка теряет эластичность. Для холодных складов требуется использование пленки и обмотчика с подогревом пленки или адаптивным контролем натяжения.
Вес груза
Параметр определяет выбор типа платформы: стандартные решения выдерживают до 1000 кг, усиленные модификации — до 2000 кг и выше. При работе с тяжелыми грузами критична жесткость конструкции рамы и точность балансировки вращающихся узлов для предотвращения вибраций и преждевременного износа подшипниковых узлов.
Выбор типа конструктивного исполнения
Тип рабочего органа автоматического паллетоупаковщика определяется характеристиками груза и условиями интеграции:
- Системы с вращающимся столом оптимальны для стандартных паллет с устойчивым грузом. Компактная компоновка требует минимальной площади, однако ограничена по высоте груза.
- Кольцевые паллетообмотчики подходят для сверхвысоких грузов (до 3000 мм) и нестандартных форм, так как платформа остается неподвижной. Пленка подается от движущегося по кольцу намотчика.
- Модели с поворотной рукой обеспечивают максимальную гибкость траектории обмотки, позволяя программировать сложные паттерны для грузов с выступающими элементами.
Технические характеристики
Выбирая из рыночных предложений, следует объективно оценивать характеристики каждой модели и их соответствие выпускаемой продукции по массе, геометрии паллета и масштабу производства. Следует обратить внимание на следующие характеристики:
- Максимальная высота обмотки: стандартно 2000-2400 мм, опционально до 3500 мм.
- Скорость каретки: до 12 м/мин (влияет на угол перекрытия).
- Максимальное предварительное растяжение: реальный коэффициент 250-300%, может достигать 400% (указывается в паспорте). Экономия пленки достигается только при использовании качественного LLDPE. Оборудование с электрическим приводом (0–400%) обеспечивает более точную настройку под специфические свойства пленки
- Время цикла: для стандартной паллеты (европаллета 1200x800 мм) должно составлять менее 60 секунд для полной обмотки (верх/низ/основание).
Расчет необходимой производительности базируется на пиковой загрузке линии с учетом резерва 20–30% для компенсации простоев и технического обслуживания. Оборудование с производительностью 40–60 паллет/час покрывает потребности большинства средних предприятий, тогда как логистические центры требуют решений на 100–200 единиц в час.
Совместимые стрейч-пленки
Автоматические машины требуют использования специализированной машинной стрейч-пленки, а не ручной. Она имеет следующие параметры:
- Толщина - 12–23 микрона (мкм) для легких грузов, до 30-35 мкм для острых кромок полимерных листов.
- Состав - преимущественно LLDPE стандартного состава или с добавлением металлоцена (m-LLDPE) для высокой прочности на прокол. Пленка LDPE (ПЭВД) менее эластична и подходит только для простых форм.
Также важна адгезия используемой пленки. Двусторонняя предпочтительна для стабильности паллета, однако односторонняя предотвращает слипание паллет между собой в процессе хранения с ограничением места или транспортировки.
Сферы применения автоматических паллетоупаковщиков в промышленности

Паллетообмотчики применяются практически в каждой производственной сфере на предприятиях среднего и крупного масштаба.
Пищевая промышленность и фармацевтика
В пищевой индустрии автоматические обмотчики поддонов обеспечивают герметичную упаковку продукции, предотвращая контаминацию и сохраняя санитарные условия транспортировки. Применение пленок из пищевого полиэтилена (ПЭ, PE), соответствующих санитарно-гигиеническим требованиям безопасности пищевой продукции, исключает миграцию химических веществ в продукты. Возможность работы в низкотемпературных режимах (до -25°C) позволяет упаковывать замороженную продукцию без потери эластичности пленки.
Фармацевтические предприятия используют автоматические паллетоупаковщики для фиксации стерильной упаковки, где критична целостность защитного барьера. Интеграция с системами мониторинга параметров среды (температура, влажность) и маркировки (RFID, штрих-кодирование) обеспечивает прослеживаемость каждой единицы продукции в соответствии с требованиями надлежащей дистрибьюторской практики.
Химическая промышленность и производство полимеров
Предприятия химического профиля применяют автоматические обмотчики паллет для упаковки продукции в бочках, канистрах и мешках. Стойкость пленок LLDPE к химическому воздействию защищает груз от агрессивных сред при транспортировке. Возможность программирования усиленной обмотки углов и кромок предотвращает повреждение тары при штабелировании и погрузочно-разгрузочных работах.
Производители полимерных материалов используют паллетоупаковщики для финальной упаковки гранул, компаундов и готовых изделий. Применение антистатических модификаций пленок исключает накопление электростатического заряда при работе с порошкообразными полимерами.
Строительная индустрия и производство стройматериалов
В строительной отрасли автоматические упаковщики поддонов фиксируют грузы с высокой массой и нестандартной геометрией: кирпич, тротуарную плитку, сухие смеси, изоляционные материалы. Грузоподъемность платформ до 2000 кг и возможность работы с паллетами размером до 2000×2000 мм обеспечивают универсальность оборудования. Применение усиленных пленок толщиной 25–35 мкм с высоким модулем упругости предотвращает деформацию упаковки под воздействием вибрации при транспортировке.
Современные тенденции развития рынка автоматических паллетообмотчиков
Рынок автоматических паллетообмотчиков подвержен глобальному тренду минимизации экологического следа. С учетом данной тенденции проектируются современные модели оборудования.
Оптимизация расхода упаковочного материала реализуется через применяемые системы престрейч и алгоритмы использования минимально достаточной обмотки, что также снижает объем полимерных отходов. Системы рециклинга обрезков пленки позволяют возвращать до 90% отходов в производственный цикл после грануляции. Растет спрос на обмотчики, работающие с биоразлагаемой стретч-пленкой и пленкой с содержанием переработанного полиэтилена вторичной переработки. Оборудование должно адаптировать натяжение, так как вторичные пленки менее эластичны.
Объединение технологий паллетообмотчиков и роботизированных систем создает новые возможности для гибкой обмотки различных типов грузов. Коллаборативные роботы с адаптивными захватами обеспечивают погрузку/выгрузку нестандартных грузов, тогда как паллетообмотчик с программируемой траекторией обмотки адаптируется к изменяющейся геометрии паллета. Оснащение обмотчиков системами компьютерного зрения через 3D-камеры позволяет автоматически распознавать тип груза и подбирать оптимальную программу упаковки. Она динамически изменяется для экономии материала на вогнутых участках.
Заключение

Автоматические паллетообмотчики представляют собой высокотехнологичные решения, обеспечивающие эффективность, безопасность и экономическую целесообразность финальной упаковки продукции на поддонах. Оборудование перестает служить просто машиной для фиксации груза. В производстве изделий из полимеров паллетоупаковщик выступает инструментом контроля качества упаковки, минимизации материальных затрат и обеспечения безопасности персонала (исключение контакта с острыми кромками груза и тяжелыми рулонами пленки). Переход на автоматическую обмотку — это стратегическое решение, обусловленное математикой затрат и требованием к воспроизводимости идентично высокого результата.