Как выбрать паллетоупаковщик
Содержание
- Классификация паллетоупаковщиков
- Степень автоматизации
- Конструкция
- Базовые критерии выбора паллетоупаковщика
- Грузоподъемность и размеры платформы
- Тип и мощность привода
- Скорость работы
- Наличие и тип престрейч-системы (pre-stretch system)
- Дополнительные критерии выбора
- Качество изготовления и материалы
- Дополнительные опции
- Выбор паллетоупаковщика по типу продукции
- Упаковка стеклянной тары и изделий из стекла
- Обмотка продукции из полимерных материалов
- Паллетирование продукции из дерева и древесных материалов
- Паллетирование картонной тары и бумажной продукции
- Упаковка металлопродукции
- Заключение
Паллетоупаковщик применяется предприятиями для автоматизированной фиксации грузов на поддоне (паллете) с использованием стрейч-пленки (стретч-пленки). Многослойная упаковка обеспечивает механическую прочность, защиту от внешних воздействий и сохранение целостности груза при складировании и транспортировке.
Применение паллетоупаковщиков, как правило, обусловлено необходимостью стандартизации упаковочных процессов, ростом объемов логистических операций и ужесточением требований к безопасности грузоперевозок. Дополнительно использование автоматизированных систем обмотки позволяет достичь экономии стретч-пленки на уровне 15–40% за счет применения систем предварительного растяжения (престрейч) с коэффициентами 150–400%, что существенно снижает себестоимость транспортировочной упаковки.
Классификация паллетоупаковщиков
Для выбора паллетообмотчика необходимо понимать, какие критерии являются наиболее важными и разделяют оборудование на классы.
Степень автоматизации
По уровню автоматизации процесса паллетообмотчики делятся на полуатоматические, автоматические и мобильные.
Полуавтоматические паллетоупаковщики — наиболее распространенный тип в России (до 60% рынка). Оператор устанавливает груз на поворотную платформу, заправляет пленку, задает параметры (количество витков, скорость, натяжение) и запускает цикл. Обмотка происходит автоматически, после завершения оператор срезает пленку и удаляет паллет. Некоторые модели оснащены автоматической обрезкой и прижимом пленки.

Автоматические паллетоупаковщики реализуют полностью автономный цикл: подача паллет по рольгангу (роликовому конвейеру), обмотка, обрезка пленки, закрепление хвоста и выдача готового пакета. Не требуют участие оператора в обмотке, его функции сводятся к настройке параметров через пульт. Легко интегрируются в автоматические линии.

Мобильные (передвижные) обмотчики работают от аккумуляторной батареи и за счет наличия привода самостоятельно перемещаются вокруг неподвижного груза. Оптимальны для площадок без возможности установки стационарного оборудования, с низкими потолками или для сверхтяжелых/негабаритных грузов. Емкость АКБ до 120 А·ч, скорость перемещения до 20 об/мин.
Конструкция
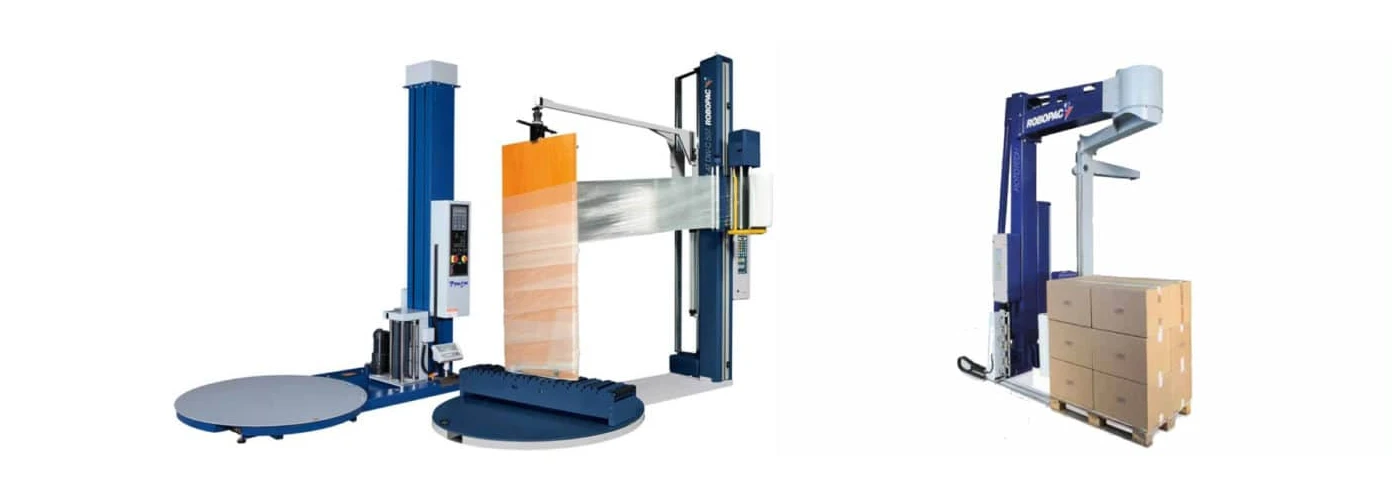
Конструктивно паллетообмотчики отличаются друг от друга вращающимся узлом. Это может быть подвижный стол, поворотная каретка или вращающаяся рука.
Паллетоупаковщики с поворотным столом (платформой) подходят для нетяжелых паллет со стабильной геометрией. Стол диаметром 1200-2400 мм вращается вокруг своей оси, а мачта с кареткой остается неподвижной. Каретка перемещается по мачте в вертикальном направлении, обеспечивая равномерную намотку с перекрытием 30-50%.
Паллетоупаковщики с подвижной кареткой (мобильные) не имеют платформы. Каретка вращается по кольцевой траектории, одновременно перемещаясь ввер-вниз. Паллеты с грузом остаются неподвижными на полу или на платформе. Упаковщик данного типа подходит для тяжелых и сверхтяжелых, а также крупногабаритных, неустойчивых и высоких грузов.
Паллетоупаковщики с вращающейся рукой (орбитальные) используют принципиально иную кинематическую схему: обмоточная головка с рулоном пленки совершает круговое движение вокруг стационарно установленного груза по радиальной траектории. Орбитальные системы демонстрируют высокую эффективность при работе с асимметричными грузами и паллетами нестандартных габаритов.
Базовые критерии выбора паллетоупаковщика

Выбор модели начинается с анализа трех базовых параметров: массогабаритных характеристик груза, требуемой производительности и допустимого механического воздействия на упаковку. Ошибка в любом из них приводит либо к быстрому выходу оборудования из строя (перегрузка платформы), либо к браку при обмотке (разрыв пленки, деформация картонной тары, бой стекла, обламывание краев).
Грузоподъемность и размеры платформы
Определение допустимой нагрузки на платформу паллетоупаковщика требует учета суммарной массы паллеты и размещенного на ней груза. Стандартные модели рассчитаны на нагрузку 1500–2000 кг, усиленные — до 2500–3000 кг, легковесные — до 1200 кг. Превышение номинальной грузоподъемности приводит к ускоренному износу подшипниковых узлов, деформации поворотного механизма и снижению точности позиционирования каретки.
Расчетная формула:
грузоподъемность = (масса нетто продукции) × 1,2 (запас на компенсацию динамической нагрузки при пуске/остановке).
При выборе размера стола важно заранее определить, какие поддоны будут использоваться. Диаметр/размер поворотной платформы должен превышать диагональ паллеты на 200–400 мм. Стандартные размеры:
- 1500 мм для европаллет 800×1200 мм
- 1650 мм для паллет 1000×1200 мм
- 1800 мм для паллет 1100×1300 мм и 1200×1400 мм
- 2000–2600 мм для нестандартных грузов (индивидуальное изготовление)
Высота подъема каретки должна превышать максимальную высоту упаковываемого груза на 100–150 мм для обеспечения полного покрытия верхнего слоя продукции и надежной фиксации конца пленки.
Тип и мощность привода
Энергоэффективность и производительность оборудования напрямую зависят от типа двигателя и скорости вращения платформы. Современные паллетоупаковщики оснащаются асинхронными электродвигателями переменного тока, скорость вращения адаптируется под плотность упаковки и хрупкость груза. Частотное регулирование обеспечивает плавный пуск/остановку (исключает инерционное опрокидывание груза), независимую регулировку скорости вращения платформы и подъема каретки.
Для предприятий с требованиями взрывобезопасности (химическая промышленность, производство лакокрасочных материалов, полимерная промышленность) доступны варианты исполнения паллетоупаковщиков с искробезопасными электродвигателями и защитными кожухами. Морозостойкие модификации с температурным диапазоном эксплуатации до –30 °C востребованы на холодильных складах и предприятиях пищевой промышленности, использующих низкотемпературное хранение продукции. В них предусмотрен подогрев платформы.
Скорость работы
Производительность определяется временем полного цикла упаковки, включающего установку паллеты, выполнение программы обмотки, обрезку и закрепление конца пленки. Для полуавтоматических моделей среднее время цикла составляет 4–7 минут, автоматических — 1-1,5 минуты при условии непрерывной подачи паллет конвейерной системой. Фактор времени цикла критичен для высокоинтенсивных производств. Для складов с выпуском менее 40 паллет в смену разница между 60 и 90 секундами несущественна.
Усредненные параметры работы паллетообмотчика:
- Скорость вращения платформы 5–15 об/мин, вращающейся руки — 7-12 об/мин. Для легких стабильных грузов может быть выше (12–15 об/мин), для неустойчивых — ниже (3–6 об/мин).
- Скорость подъема каретки 2–5 м/мин.
- Производительность автоматических линий 15–40 паллет/час.
Ключевым фактором, влияющим на скорость, является количество витков пленки и сложность программы: базовая упаковка требует 8–12 витков, усиленная фиксация хрупких грузов — до 20–25 витков с дополнительным армированием углов и ребер.
Наличие и тип престрейч-системы (pre-stretch system)
Престрейч (предварительное растяжение) — механизм, который растягивает стрейч-пленку перед намоткой на груз. Это ключевой параметр экономии материала и качества фиксации. Предварительное растяжение увеличивает площадь покрытия единицы материала, снижает расход пленки в разы и повышает прочность упаковки за счет эффекта «памяти формы» — стремления растянутого полимера вернуться к исходным размерам, создавая дополнительное прижимающее усилие.
Типы престрейч-систем:
- Фиксированный престрейч — задается постоянное соотношение растяжения (обычно 200–300%). Система проста в обслуживании, недорогая.
- Регулируемый престрейч — возможность плавной настройки растяжения от 0 до 300% потенциометром. Позволяет подбирать оптимальное натяжение для разных типов грузов: для легких картонных коробок — 150–200%, для тяжелых металлических изделий — 50–100%.
- Механический престрейч — растяжение за счет разницы диаметров роликов. Используют фрикционные тормоза или пружинные механизмы для создания сопротивления вращению рулона стретч-пленки. Регулировка натяжения осуществляется вручную посредством винтовых механизмов или рычагов, что требует периодической калибровки и контроля со стороны оператора.
- Электрический престрейч — отдельный мотор управляет натяжением, обеспечивая постоянное усилие независимо от диаметра рулона. Наиболее точный и энергоэффективный вариант, растяжение может достигать 400%.
Экономический эффект: при престрейче 250% расход пленки сокращается на 60% по сравнению с ручной обмоткой. Для предприятия, упаковывающего 100 паллет в день, экономия пленки достигает 500–800 кг в месяц. Толщина стрейч-пленки для работы с престрейчем 17–35 мкм. Пленка толщиной 12–15 мкм (нано-стрейч) требует специальных кареток с электронным контролем натяжения.
Дополнительные критерии выбора

Базовые параметры (грузоподъемность, скорость, тип привода) задают принципиальную возможность использования паллетоупаковщика. Однако реальная надежность в эксплуатации, удобство обслуживания и адаптация под специфические грузы определяются второстепенными характеристиками. К ним относятся качество металлоконструкции и антикоррозийной обработки, наличие опций автоматизации (фотодатчик, верхний прижим, автоматическая обрезка пленки). Игнорирование этих аспектов приводит к скрытым простоям, дополнительным трудозатратам и преждевременному износу оборудования даже при формально корректно подобранной модели.
Качество изготовления и материалы
Долговечность и надежность паллетоупаковщика напрямую зависят от качества применяемых материалов и точности изготовления критических узлов. Применяемые материалы:
- Колонна: толщина стенки профиля не менее 1,5 мм, верхние и нижние опорные плиты — 6 мм, внутренние угловые усилители — 6 мм. Каркас оборудования изготавливается из конструкционной или низколегированной стали с антикоррозионным покрытием методом порошковой окраски или горячего цинкования.
- Платформа: высота ротора — 85 мм, усиление квадратной трубой 100×120×4 мм с толщиной пластины 10 мм, конструктивная сталь.
- Крепежные элементы из нержавеющей стали или с цинк-ламельным покрытием исключают коррозионное разрушение соединений в условиях промышленной эксплуатации.
Подшипниковые узлы вращения платформы и направляющие каретки должны соответствовать классу точности P6 или выше, обеспечивая плавность хода и минимальный люфт. Применение подшипников с уплотнениями 2RS или 2Z предотвращает попадание пыли и влаги, продлевая межсервисный интервал.
Дополнительные опции
Не все модели оснащаются дополнительными элементами, но их наличие значительно повышает производительность и качество работы паллетообмотчика:
- Фотодатчик высоты груза автоматически определяет верхнюю точку груза, исключая ручные настройки при смене типоразмеров. Обязателен при частой смене номенклатуры.
- Верхний прижим — механический или пневматический диск, прижимающий груз сверху. Необходим для легких грузов (менее 50 кг), чтобы предотвратить вращение вместе с пленкой, для неустойчивых упаковок (высокие стопки картонных коробок).
- Автоматическая обрезка и прижим пленки — система, которая после завершения цикла обрезает пленку и прижимает хвост к уже намотанным слоям.
- Весы — встроенная в платформу тензометрическая система для взвешивания паллеты без дополнительных операций. Общий вес паллет в грузовом транспорте регламентируется правилами грузоперевозок, потому каждый паллет должен иметь определенную массу.
- Счетчик циклов — обнуляемый счетчик для учета выработки и контроля расхода пленки.
Важно учитывать, что каждая дополнительная опция увеличивает итоговую стоимость оборудования, окупаемость занимает более продолжительный срок. Но эффективность производства выше, что важно для предприятий любого масштаба.
Выбор паллетоупаковщика по типу продукции

Одна и та же модель паллетоупаковщика, корректно работающая с упаковками из гофрокартона, может гарантированно разрушить стеклянную тару или деформировать мешки с полимерными гранулами. Материалы по-разному реагируют на сжатие, сдвиг и инерционные нагрузки. Поэтому после определения базовых параметров (грузоподъемность, скорость, тип престрейча) необходимо проанализировать номенклатуру: выделить группы продукции с близкими требованиями к усилию обтяжки, плавности пуска/останови и необходимости дополнительной фиксации.
Упаковка стеклянной тары и изделий из стекла
Основной ассортимент – это банки, бутылки, прочая тара с продукцией и пустая. Особенности: высокий риск боя от точечных ударов, инерционных нагрузок при старте/остановке платформы.
Требования к оборудованию:
- Обязательный плавный пуск/остановка, время разгона не менее 3–5 секунд.
- Регулировка престрейча с пониженным натяжением (50–100%), поскольку избыточное сжатие вызывает микротрещины.
- Фотодатчик высоты для точного завершения обмотки без перехлеста через верхний срез горловины бутылок.
- Верхний прижим для стабилизации штабеля продукции.
Обмотка продукции из полимерных материалов
Ассортимент — мешки с гранулами (ПВД, ПНД, ПП, ПС), готовые пластиковые изделия (ящики, контейнеры, кеги, канистры), бутылки из ПЭТФ. Особенности: полимерная тара часто скользкая — требует повышенного натяжения пленки (200–300% престрейч). Мешки с гранулами оказывают точечную нагрузку на нижние ряды при сжатии и деформируют штабеель.
Требования к оборудованию:
- Регулируемый престрейч для адаптации под тип полимера (для скользких поверхностей 250–300%).
- Усиленная конструкция колонны — линии для упаковки мешков часто имеют высоту паллеты до 2000–2200 мм.
- Для вспененных полимеров (пенополистирол, пенополиуретан) рекомендуется минимальное натяжение (30–50%) и верхний прижим с ограничением усилия.
Паллетирование продукции из дерева и древесных материалов
Ассортимент — пиломатериалы (доска, брус), фанера, ДСП, МДФ, OSB, мебельные щиты, топливные пеллеты в мешках, а также готовые изделия из древесных материалов. Особенности: нестандартные размеры и форма (длинномеры), повышенное пылеобразование (особенно при обмотке ДСП/МДФ), значительный разброс массы (от легких мебельных деталей до тяжелых пачек пиломатериалов).
Требования к оборудованию:
- Для длинномерных грузов (доски 3–6 м) — поворотная каретка или мобильный обмотчик.
- Пылезащита электроники и двигателей (класс IP54 и выше).
- Регулируемый престрейч: для шероховатых поверхностей необработанной древесины необходимо высокое натяжение (200–300%), для ламинированных плит (ламинированная ДСП) — среднее (150–200%).
Паллетирование картонной тары и бумажной продукции
Ассортимент — гофрокороба (трехслойные, пятислойные), картонные ящики, бумажные рулоны, гофролист, бумажные мешки. Особенности: низкая устойчивость к сжатию (избыточное натяжение деформирует короба), высокий коэффициент трения картона о картон, бумажные рулоны требуют цилиндрической обмотки.
Требования:
- Точная регулировка натяжения (престрейч 100–150% для коробов, 50–100% для бумажных мешков).
- Фотодатчик высоты — картонные изделия часто формируются в стопки разной высоты.
- Плавный пуск/остановка для предотвращения развала стопки.
- Для рулонов бумаги (диаметр 600–1500 мм) — роторный обмотчик с вращением в двух плоскостях.
- Для гофрокоробов с высокими требованиями к товарному виду — программируемое зонирование (усиление нижней и верхней зон, средняя — с меньшим числом слоев).
Упаковка металлопродукции
Ассортимент — листовой металл, профиль, трубы, штампованные детали, катанка в бухтах, цветной металлопрокат. Особенностью груза является высокая масса (часто превышает 1500 кг), наличие острых кромок (могут резать пленку), риск коррозии при попадании влаги.
Требования к оборудованию:
- Грузоподъемность от 2000 кг и выше (до 5000 кг).
- Усиленная платформа с цепным приводом.
- Использование стрейч-пленки повышенной прочности (25–35 мкм) с престрейчем не более 100–150%.
Рекомендуется защита кромок (угловые протекторы) перед обмоткой. Она защитит готовые паллеты от разрывов. Для цветных металлов (алюминий, медь) необходимо исключить контакт с кислотами (требование к антикоррозийной обработке элементов обмотчика).
Заключение
Выбор паллетоупаковщика — это баланс между степенью автоматизации, грузоподъемностью, типом престрейч-системы и специализированными опциями под конкретную продукцию. Для производств с широкой номенклатурой (например, склад стройматериалов, где присутствуют и мешки с полимерными гранулами, и стеклянные бутылки, и картонные короба) оптимальна модель с регулируемым престрейчем (0–300%), фотодатчиком высоты и PLC с памятью на 10+ программ. Для узкоспециализированных линий (только металлопрокат или только ПЭТ-преформы) допустима фиксированная конфигурация с акцентом на грузоподъемность или деликатность обмотки соответственно.
Окупаемость полуавтоматического паллетоупаковщика для среднего предприятия (100 паллет/смену) составляет 6–12 месяцев за счет экономии пленки (30–50%) и сокращения трудозатрат (высвобождение 1–2 операторов). Автоматические линии окупаются за 18–30 месяцев, но требуют стабильного потока паллет (от 15 в час), в противном случае можно использовать полуавтоматы.