
Содержание
Термопластавтомат (литьевая машина, ТПА) – технологическое инжекционно-литьевое устройство для производства изделий из термопластичных полимеров методом литья под давлением. Оборудование преобразует гранулированный материал в расплав, инжектирует его в полость пресс-формы и формирует готовое изделие за цикл длительностью от долей секунды до нескольких минут.
Независимо от конструктивного исполнения, машина делится на две основные функциональные группы: узел впрыска (инжекционный узел) и узел смыкания (запирающий узел). Связующим звеном выступает система управления, координирующая перемещения по трем фазам цикла: пластикация, впрыск, охлаждение с раскрытием формы.
Цикл включает смыкание формы, впрыск, выдержку под давлением, охлаждение и выталкивание изделия. Применяется для массового производства деталей с допусками до ±0,05 мм в автомобильной, электронной, медицинской и потребительской отраслях. Современные машины оснащены сервоприводами и адаптивными системами контроля параметров в реальном времени. В профессиональной среде принята классификация ТПА по усилию смыкания (кН) и объему впрыска (см³).
Устройство ТПА
ТПА предназначен для автоматизированного литья изделия при контролируемых параметрах техпроцесса. Эффективность процесса литья определяется точной и синхронизированной работой трех ключевых узлов: узла пластикации и впрыска, узла смыкания и системы управления. Каждый узел выполняет определенные функции.

Узел впрыска
Узел впрыска отвечает за переход полимера из твердого состояния (гранулят) в гомогенный расплав и дозированное нагнетание его во внутреннюю полость пресс-формы под контролируемым высоким давлением. Конструктивно реализуется по схеме «горячий цилиндр — шнек». Совершая вращательно-поступательные движения, шнек перемещает полимер по четырем нагревательным зонам к соплу.

Конструкционная схема узла впрыска:
- загрузочный бункер (горловина);
- материальный цилиндр (гильза);
- шнек (червяк, плунжер);
- нагревательные элементы (зоны нагрева);
- узел дозирования и обратный клапан (напорное кольцо);
- сопло (центрирующее устройство);
- привод вращения шнека (гидромотор/сервомотор);
Шнек (цилиндр, червяк)
В базовом исполнении цилиндр изготавливают из легированной конструкционной стали (38CrMoAlA, 38ХМ, 40ХФА, 38ХМЮА) с последующей термообработкой. Поверхность цилиндра должна обладать высокой твердостью и гладкостью, чтобы обеспечивать эффективное продвижение материала и минимизировать износ. Для работы шнека с абразивными полимерами (стеклонаполненными, суперконструкционными с содержанием стекловолокна более 35%) с целью повышения износостойкости на металлическую поверхность наносится биметаллическое покрытие толщиной 0,5–1,2 мм.
Основные характеристики шнека:
- твердость рабочей поверхности – 900-1200 HV;
- внутренний диаметр цилиндра – от 14 мм (микролитье) до 250 мм для машин с объемом впрыска свыше 100 кг;
- допуск на диаметр шнека — h8;
- шероховатость рабочей поверхности Ra не более 0,4 мкм.
- соотношение длины к диаметру (L/D) – от 18:1 до 24:1 для универсальных машин и до 30:1 для термочувствительных полимеров.
Ключевой характеристикой является отношение длины шнека к диаметру (L/D). Для термопластов общего назначения (ABS, HIPS, PP) применяются шнеки 20:1 – 22:1. Для инженерных пластиков (PC, PMMA, POM) — 23:1 – 25:1. Высоконаполненные и вязкие материалы требуют L/D не менее 25:1 для улучшенного плавления и гомогенизации.
Современные шнеки имеют переменную глубину нарезки, при этом сохраняется постоянный шаг нарезки (0,8-1,0)·D. Конструкция червяка включает три функциональные зоны:
- зона загрузки с глубокой нарезкой (12-15% от диаметра червяка) для транспортировки гранул;
- зона сжатия с прогрессивно уменьшающейся глубиной витка (компрессионное отношение 2,0-3,5:1) для плавления и дегазации;
- зона дозирования с постоянной мелкой нарезкой (6-8% от диаметра) для гомогенизации расплава и создания стабильного давления перед впрыском.
При уменьшении глубины минимизируется толщина слоя расплава полимера, что улучшает условия передачи тепла полимера от внутренней поверхности материального цилиндра.
Сопло
Сопло термопластавтомата обеспечивает герметичное соединение цилиндра с литниковой системой пресс-формы. Конструкция сопла включает обратный клапан шиберного или кольцевого типа, предотвращающий обратный поток расплава в фазе впрыска и выдержки под давлением. Диаметр проходного канала сопла составляет 3-12 мм в зависимости от вязкости перерабатываемого материала. Для низковязких расплавов (полиэтилен высокого давления, нейлон) применяют сопла с минимальным диаметром 3-5 мм для сохранения давления, для высоковязких компаундов (поликарбонат, АБС с наполнителями) – 8-12 мм для снижения гидравлических потерь.
Время срабатывания клапана (перемещения кольца из открытого положения в закрытое) составляет 0,05–0,15 с и напрямую влияет на стабильность массы отливки. Для высоконаполненных материалов используют клапаны с карбид-вольфрамовым покрытием для исключения абразивного износа уплотнительных поясков.
Технические параметры впрыска
Технические параметры работы узла впрыска регламентированы типом полимера и толщиной стенки будущего изделия. Учитываются три основных параметра:
- температура;
- скорость;
- давление.
Температурный профиль
Температурный профиль цилиндра формируют по зонам с градиентом от загрузочного бункера к соплу. Контроль температуры по зонам материального цилиндра осуществляется PID-регуляторами. Шаг зоны нагрева составляет 120–160 мм.
Примеры профилей с распределением по зонам I-IV (от бункера к соплу):
- ABS (АБС): 180–200–210–220 °C.
- POM (ПОМ): 170–180–190–200 °C.
- Нейлон 6: 230–250–260–265 °C.
- PA66 (ПА66): 260–275–280–290 °C.
- PC (ПС): 230–250–260–270 °C.
- РР (ПП): 190–210–220–225 °C.
Температура расплава измеряется погружной термопарой непосредственно в потоке или контактным методом. Допустимое отклонение от заданной температуры расплава для инженерных пластиков: ±3°C. Повышение температуры в любой зоне приводит к дестабилизации вязкости расплава и дефектам изделия.
Скорость
Скорость впрыска определяется скоростью вращения червяка. Параметр варьируется в диапазоне 20-150 об/мин, зависит от термочувствительности материала и толщины стенки. Для тонкостенных изделий (0,3–0,8 мм) требуется высокая скорость впрыска, чтобы расплав заполнил сечение до затвердевания пристеночного слоя.
Для термочувствительных материалов (ПВХ, ПОМ) устанавливается низкая скорость вращения шнека в пределах 20-40 об/мин. Более высокая скорость может привести к термодеструкции. Нейлоны и полиолефины впрыскиваются со скоростью 50-100 об/мин, ПС и АБС – до 120-150 об/мин.
Давление
Современные ТПА развивают удельное давление впрыска (на расплав) до 2500–2800 бар. Среднее значение для большинства термопластов составляет 800-1800 бар.
Примеры давления впрыска для различных полимеров с учетом толщины стенки:
- PP, толщина стенки 2 мм: давление впрыска 600–900 бар.
- PC, толщина стенки 1,5 мм: давление 1200–1500 бар.
- PA6, толщина стенки 1 мм: давление 800–1100 бар.
- Нейлон: 1200-1800 бар.
- LCP: до 2000 бар.
В гидравлических машинах давление создается инжекционным цилиндром. В электрических ТПА давление нагнетается шарико-винтовой парой (ШВП) и сервомотором.
Узел смыкания
Узел смыкания обеспечивает герметизацию пресс-формы в момент впрыска и последующее раскрытие для извлечения изделия. Ключевой параметр — усилие смыкания (кН), предотвращающее раскрытие формы под давлением расплава.
Виды узлов
Конструктивно узел реализуют по двум основным схемам: колено-рычажной (механической) и гидравлической с прямыми цилиндрами. Современные гибридные машины комбинируют оба принципа для оптимизации скорости и энергоэффективности.
Гидравлический узел смыкания
В гидравлическом узле смыкания применяет один или несколько главных цилиндров, расположенных соосно с направляющими колоннами. Схема обеспечивает постоянное усилие по всей длине хода, линейную зависимость параметров и возможность развития усилия смыкания до 50000 кН.
Преимущество: простая конструкция, длительный ход подвижной плиты. Недостаток – повышенное энергопотребление в фазе удержания смыкания.
Рычажно-коленный узел смыкания
Колено-рычажный механизм состоит из подвижной плиты, четырех направляющих колонн, неподвижной плиты и системы рычагов с шарнирными соединениями. Преимущество схемы – высокая скорость смыкания/размыкания (до 1000 мм/с) и энергоэффективность за счет возрастания усилия в конечной фазе смыкания.
Недостаток – необходимость точной настройки параллельности плит. Усилие смыкания колено-рычажных машин ограничено 6500 кН из-за конструктивных особенностей рычажной системы.
Электрический узел смыкания
Привод осуществляется через сервомотор, ременную передачу и ШВП. Он применяется в прецизионных машинах малой и средней мощности, обеспечивает параллельное движение полуформ, превосходную динамику и точность позиционирования (до 0,001 мм). Усилие смыкания ограничено грузоподъемностью ШВП (до 6000–8000 кН у ведущих брендов).
Преимущества – высокая точность позиционирования плит (±0,02 мм), минимальное энергопотребление, отсутствие гидравлической жидкости. Недостатки – более высокая стоимость и сложность масштабирования при достижении высокого усилия смыкания.
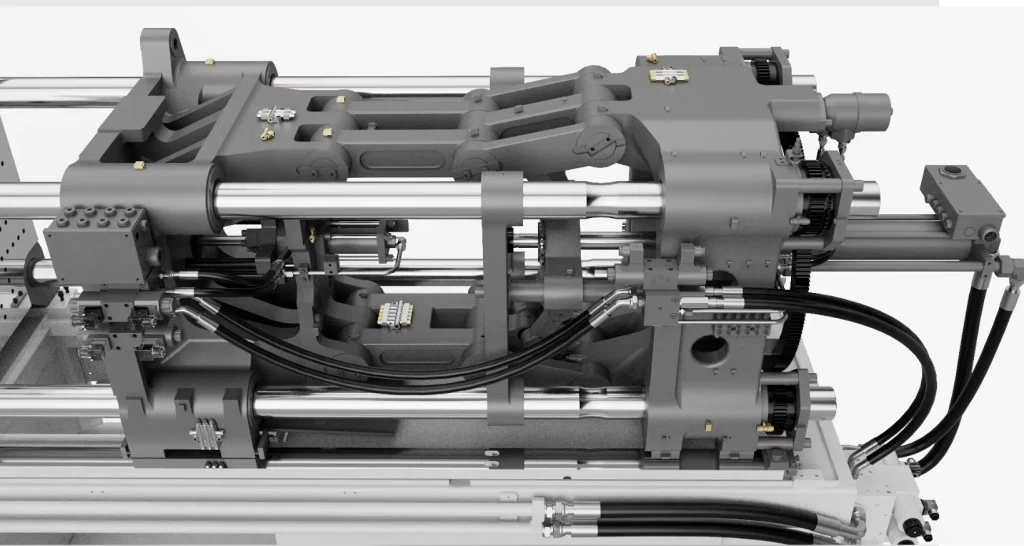
Элементы конструкции узла смыкания
Узел смыкания представляет собой силовую раму, воспринимающую усилие запирания и обеспечивающую точное перемещение полуформы. Его конструкция непосредственно определяет класс точности получаемых изделий и стабильность цикла. Ниже рассмотрены основные составляющие этого узла.
Станина и плиты
Неподвижная плита (стационарная плита) — массивная литая или сварная конструкция (сталь марок 45Л, 35Л, 35), закрепленная на станине. Служит для монтажа неподвижной половины пресс-формы и воспринимает осевую нагрузку от узла впрыска через центрирующее кольцо формы. В центральной части плиты имеется отверстие для прохода литниковой втулки. В плоскость плиты интегрированы Т-образные пазы или резьбовые отверстия для крепления формы.
Подвижная плита перемещается по направляющим станины, неся на себе подвижную половину формы. Критическим параметром является плоскостность и параллельность рабочей поверхности относительно неподвижной плиты. Допускается расхождение плит не более чем на 0,02 мм на 300 мм длины плиты.
Направляющие для подвижной плиты выполняются в виде призматических элементов ("ласточкин хвост"), профильных рельсов или плоскостей скольжения с антифрикционным покрытием. В гидравлических машинах малого и среднего класса часто используются опоры скольжения, не требующие интенсивной смазки и снижающие риск загрязнения рабочей зоны.
Тяги (колонны)
Тяги — четыре (реже две) цилиндрические колонны, жестко связывающие переднюю неподвижную плиту с задней (или силовым фланцем гидроцилиндра). Колонны изготавливаются из азотированной стали (40Х, 40ХН) или нержавеющей азотируемой стали. Диаметр колонн варьируется от 40 мм до 300 мм.
Система выталкивателей
В узел смыкания интегрирована система выталкивания. Она обеспечивает автоматическое извлечение отливки из подвижной половины формы.
Механический выталкиватель представляет собой плиту со шпильками (толкателями), которая перемещается через систему тяг и рычагов от движения подвижной плиты при раскрытии формы. Имеет простую конструкцию, но не позволяет гибко управлять моментом и усилием выталкивания.
Гидравлический выталкиватель встроен в подвижную плиту и имеет независимый привод (гидроцилиндр или сервомотор). Позволяет программировать многократное выталкивание, качание толкателей для сброса изделия и реализацию сложных последовательностей (например, удаление литника внутри формы).
Ход выталкивателя составляет 50-300 мм в зависимости от габаритов изделия. Усилие выталкивания рассчитывают из условия преодоления сил адгезии расплава к поверхности формы. Оно составляет 1–5% от усилия смыкания. Скорость выталкивания устанавливают 10-50 мм/с для предотвращения деформации еще не остывшего изделия.
Технологические параметры смыкания
Главным технологическим параметром является усилие смыкания. Его определяют как силу прижатия, развиваемую при закрытии пресс-формы. Рассчитывают по формуле:
F = A × P × K,
где F – требуемое усилие смыкания (кН), A – площадь проекции изделия и литниковой системы на плоскость разъема формы (см²), P – удельное давление расплава в полости (МПа), K – коэффициент запаса 1,1-1,3.
Ориентировочно требуемое усилие:
- Тонкостенная упаковка (PP, PS): 600–800 бар → 6–8 т/см².
- Автомобильные элементы (PC/ABS, PA6+GF): 400–600 бар → 4–6 т/см².
- Технические изделия (POM, PA66): 300–500 бар → 3–5 т/см².
Следующим значимым технологическим параметром является ход подвижной плиты. Он определяется как сумма толщины пресс-формы в сомкнутом состоянии и двойной высоты извлекаемого изделия с технологическим зазором 10-20 мм.
Минимальный ход смыкания современных машин начинается от 100 мм для микролитья, максимальный превышает 3000 мм для крупногабаритных изделий.
Узел управления
Система управления термопластавтомата обеспечивает синхронизацию работы узлов пластикации, смыкания и вспомогательных систем в соответствии с заданной технологической картой. Современные машины оснащены промышленными контроллерами с сервоуправлением приводами и замкнутыми контурами регулирования по положению, скорости, давлению и температуре.
)
Система управления включает центральный процессор, модули ввода-вывода для сигналов датчиков и управления исполнительными механизмами, панель оператора, систему сбора и анализа данных. Ключевые функции: программирование программ впрыска, адаптивная коррекция параметров на основе данных датчиков давления в полости формы, управление температурными зонами с точностью ±1 °С, контроль параллельности плит по показаниям линейных датчиков или оптических энкодеров.
Датчики давления пьезоэлектрического или тензометрического типа устанавливают в цилиндре перед соплом и непосредственно в полости пресс-формы для мониторинга реального давления расплава. Диапазон измерения 0-2500 бар с точностью 0,5% от диапазона. Датчики температуры обеспечивают измерение с разрешением 0,1 °С. Линейные энкодеры с оптической или магнитной шкалой контролируют положение червяка и плит с разрешением до 0,01 мм.
Взаимодействие узлов в цикле литья
Технологический цикл литья под давлением состоит из последовательных и частично перекрывающихся фаз, в которых задействованы все узлы термопластавтомата. Длительность цикла для изделий средней сложности составляет 15-120 секунд в зависимости от массы, толщины стенок и теплопроводности полимера.

Технологический процесс включает следующие операции:
1. Смыкание и запирание. Продолжительность 1-5 с. Подвижная плита перемещается в направлении неподвижной со скоростью 200-800 мм/с. Затем скорость снижается до 10-50 мм/с для предотвращения ударных нагрузок на форму. При достижении конечного положения активируется механизм запирания. Одновременно система управления проверяет сигналы датчиков безопасности и готовности формы.
2. Пластикация. Шнек вращается, нагнетая расплав через зоны цилиндра к соплу и подготавливая его к впрыску. Длина хода червяка определяет объем дозы. При достижении заданной дозы вращение прекращается, активируется таймер выдержки расплава (10-60 секунд) для стабилизации температуры и вязкости.
3. Впрыск. Продолжительность 0,5-5 с. Параллельный с охлаждением процесс. По команде системы управления привод узла впрыска перемещает червяк вперед с запрограммированной скоростью. Расплав проходит через сопло, литниковую систему и заполняет полость формы. Давление в цилиндре и полости контролируется датчиками, система управления корректирует скорость для поддержания заданной схемы заполнения пресс-формы.
4. Выдержка под давлением. Продолжительность 2-30 с. После заполнения полости поршень продолжает перемещение с низкой скоростью или удерживается под постоянным давлением для компенсации усадки материала при охлаждении. Давление выдержки составляет 40-70% от пикового давления впрыска.
5. Охлаждение и кристаллизация. Параллельный с впрыском процесс. Расплав в полости кристаллизуется под действием охлаждающей системы пресс-формы. Время охлаждения составляет 50–80% цикла. При толщине стенки 1 мм время охлаждения ≈ 4–6 с; при толщине стенки 3 мм время охлаждения ≈ 25–35 с. Одновременно узел впрыска начинает пластикацию следующей дозы, что сокращает общую длительность цикла на 20-40%.
5. Раскрытие и выталкивание. Продолжительность 1-4 с. Узел смыкания открывает форму со скоростью 200-600 мм/с, затем активируется система выталкивания. Толкатели перемещаются на заданный ход, извлекая изделие из гнезда. После возврата выталкивателей в исходное положение цикл литья повторяется.
Критическим параметром взаимодействия узлов является синхронизация начала впрыска с полным запиранием формы. Задержка менее 0,1 секунды между достижением максимального усилия смыкания и началом впрыска предотвращает деформацию формы и образование заусенцев (облоя). Современные контроллеры обеспечивают синхронизацию с точностью 0,01 секунды.



